
Размеры дросселя в китайских полуавтоматах
Доводим до ума бюджетный полуавтомат
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.




Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.



Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.



Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

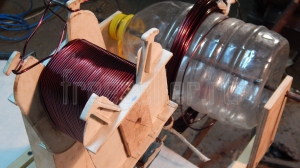
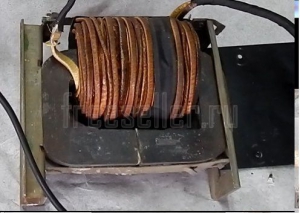
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
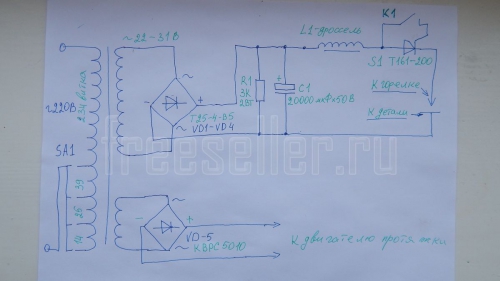
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Сварочный полуавтомат 30А — 160А своими руками

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата

Вообще

Вид спереди

Вид сзади

Вид слева
↑ Схема и детали сварочника

В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
![]()
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).



↑ Файлы

Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Похожие новости
Комментарии (44)
Информация
Вы не можете участвовать в комментировании. Вероятные причины:
— Администратор остановил комментирование этой статьи.
— Вы не авторизовались на сайте. Войдите с паролем.
— Вы не зарегистрированы у нас. Зарегистрируйтесь.
— Вы зарегистрированы, но имеете низкий уровень доступа. Получите полный доступ.
Создание сварочного полуавтомата своими руками
Сварочный полуавтомат предназначен для сварки металлоконструкций различного типа и проведения кузовного ремонта. Устройство позволяет накладывать соединительные швы на тонком металле точно и аккуратно. Может отличаться по типу и конструкции, но в любом случае, должно отвечать критериям качества, безопасности и многофункциональности. Можно сделать сварочный полуавтомат своими руками из инвертора. Тем более, что схема сборки достаточно простая.
Как работает сварочный полуавтомат
Нагрев и деформация соединяемых поверхностей происходит под действием электрического разряда, формируемого металлом и электродом, которые находятся под напряжением. Инертный газ предотвращает появление окислов, что благоприятно сказывается на качестве шва.
 Полярности сварочного полуавтомата
Полярности сварочного полуавтомата
Полуавтомат имеет выходы обратной полярности: «плюс» и «минус». Один из них подключается к детали, а второй — к подвижному контакту сварочной горелки. Полярность подключения определяется по типу свариваемого материала.
Инвертор необходим для обеспечения и контроля сварочного процесса, а также для перемещения и регулировки горелки. Сварочный аппарат работает от постоянного тока, поэтому необходимо устройство преобразования переменного тока электрической сети. В него входит высокочастотный трансформатор, выпрямители и модуль с электронной схемой, включающей микроконтроллер для управления рабочим током.
Аппарат должен обеспечивать заданную скорость перемещения проволоки, напряжение и силу тока. Равновесие характеристик обеспечивает источник питания дуги с необходимыми вольтамперными показаниями. Длина дуги зависит от напряжения, а скорость подачи стержня — от величины сварочного тока.
Работа установки начинается с предварительной продувки системы, необходимой для последующего поступления газа. После этого подключается источник питания дуги и подается катанка.
Основное преимущество автоматической сварки в том, что сварочная проволока подается в рабочую зону автоматически, и нет необходимости менять электроды.

Что необходимо приготовить из инструментов и материалов
Для изготовления самодельного полуавтомата необходимы следующие базовые элементы:
 Из чего состоит сварочный полуавтомат своими руками
Из чего состоит сварочный полуавтомат своими руками
- Источник питания и стабилизатор напряжения;
- Блок управления сварочным током;
- Специальные сварочные горелки;
- Рукава и зажимы;
- Тележка для перемещения;
- Устройство равномерной подачи проволоки;
- Гибкий шланг с газопроводом, гнездом для проволоки, силовым и управляющим кабелем;
- Клапан отсекания газа с электромагнитным управлением;
- Бобина с намотанной проволокой;
- Модуль управления.
Последовательность сборки
В него встраиваются трансформаторы, связанные первичными и вторичными обмотками. Для первичной обмотки применяется параллельная схема подключения, а для вторичной – последовательная. Такое исполнение обеспечивает поступление тока до 60 А. Максимальное сварочное напряжение на выходе будет 40 В. Полученные рабочие характеристики позволяют сваривать маленькие металлоконструкции бытового назначения.

Непрерывная работа инверторного устройства вызывает перегрев. Чтобы этого не произошло, в конструктивную схему встраивается система охлаждения. Самым простым способом снижения нагрева является установка по бокам корпуса вентиляторов. Они размещаются напротив трансформаторов так, чтобы работать на вытяжку.
Для сварочного полуавтомата используют блок охлаждения от устаревших моделей компьютеров. Обеспечить отвод теплого воздуха и поступление свежего поможет ряд отверстий в корпусе диаметром не меньше 5 мм. Количество отверстий — 20-50 штук.
Доработка инвертора
Полуавтомат из сварочного инвертора может получится, если его трансформатор несколько модернизировать. Инвертор для этих целей выбирают такой, чтобы он мог выдавать ток для сварки не меньше 150 А. В готовом виде устройство использовать не получится по причине несоответствия вольт-амперных характеристик условиям сваривания электродной проволокой в защитном газе.
 Функциональная схема инверторного полуавтомата
Функциональная схема инверторного полуавтомата
Чтобы получить необходимые выходные параметры, достаточно обмотать трансформатор полосой из меди с изоляцией из термобумаги. Толстый провод использовать не получится, потому что он сильно греется. У вторичной обмотки должно быть три слоя из жести, изолированных между собой фторопластовой лентой. Концы соединяются между собой методом пайки с целью повышения токопроводности.
В процессе работы установка будет сильно греться. Особенно в зоне радиатора, куда нужно установить термодатчик, чтобы обеспечить автоматическое отключение устройства в случае перегрева.
После включения полуавтомата индикатор должен показать ток 120 А, что подтвердит правильность выполненной доработки и подключения. Случается, что на табло светятся восьмерки. Так бывает при низком напряжении в сварочном контуре.
Про дроссель и сварочную горелку
Дроссель для сварочного полуавтомата своими руками сделать вполне по силам. Для этого потребуется трансформатор и эмальпровод, диаметр которого не превышает 1,5 мм. При наматывании после каждого слоя укладывается изоляция. С помощью шины размером 2,5х5,4 мм нужно плотно намотать 24 витка. Концы шины оставляют по 30 см.
 Дроссель для сварочного полуавтомата
Дроссель для сварочного полуавтомата
Сердечник прокладывается кусочками текстолита с зазором как минимум 1 мм. Для наматывания дросселя еще используют металл от цветного телевизора лампового типа. Однако в этом случае удастся установить лишь одну катушку. Полученное устройство способно стабилизировать ток сварки и выдавать свыше 24 В при токе 6 А.
Сварочная горелка является конечным рабочим органом, обеспечивающим подачу углекислого газа, дуги напряжения и электродной катанки в зону сваривания. Рекомендуется пользоваться готовым пистолетом, где есть пусковое устройство, рукав для подключения газа и подачи сварочного металла.
Как обеспечить работу устройства подачи сварочной проволоки
Несмотря на надежность инвертора, поломки все же случаются. Чаще всего в ремонте нуждается регулятор, подающий металл от специальной катушки по гибкому шлангу. Для сварки полуавтоматом применяется проволока разного диаметра (от 0,8 мм до 1,6 мм), потому и возникает необходимость в регулировании подачи. Равномерный и качественный шов получается, когда скорость плавления и скорость поступления катанки совпадают.
В устройство входит прижимной ролик с регулятором усилия прижима проволоки. Ролик подачи с двумя неглубокими выемками подает сварочную проволоку. В качестве роликов можно использовать подшипники подходящего диаметра. По наружному кольцу достаточно проточить небольшую канавку для направления стержня.
Штанги, с установленными роликами, подпружиниваются. Усилие регулируется болтом, к которому и закреплена пружина.

Неполадки с регулятором связаны с ненадежным креплением для достаточно большого узла. Перекос способен привести к сбою в работе сварочного полуавтомата.
Располагать устройство в основном корпусе при создании сварочного полуавтомата необходимо так, чтобы разъем был в удобном для работы месте. Сборочные единицы должны закрепляться четко одна напротив другой для равномерного продвижения проволоки. Центрирование роликов осуществляется относительно отверстия входного штуцера.
Следует учесть, что самодельное устройство не сможет работать при низкой температуре. Установка рассчитана только на летний период и эксплуатацию внутри помещений. «Сварочник» успешно справится с небольшими бытовыми задачами, а для производственных нужд лучше приобрести готовый инвертор.
Видео: Сварочный полуавтомат своими руками
Сварочный дроссель
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.

Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI . Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI .
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
