
Сварочное производство особенности технология и функции
Технология и оборудование сварочного производства
Технология сварочного производства задействована в изготовлении как простых бытовых металлоизделий и трубопроводов, так и частей атомных реакторов и космической техники. Это сложный технологический процесс, требующий от сварщика высокой квалификации и строгого соблюдения ряда требований.

Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.

Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих сварочное оборудование для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.

Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.

Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Виды сварочного оборудования
Оборудование, которое используют для проведения сварочных работ, может быть четырех видов. Это:
- Трансформатор.
- Полуавтомат.
- Полуавтомат-инвертор.
- Споттер.
Рассмотрим вкратце каждый из этих видов.
Трансформатор
Является самым простым видом оборудования, которое предназначено для сварки. Они отличается высоким уровнем надежности, простотой конструкции и приемлемой стоимостью. Но при этом у трансформатора ограничены функциональные возможности, из-за чего его применяются только для дуговой сварки. Качество работы получается крайне низким. И это при том, что вес у агрегата крайне незначительный. Вывод – трансформатор является оптимальным агрегатом в тех случаях, где не нужна высокая точность работ.

Полуавтомат
Представляет собой разновидность трансформатора, но имеет отличительную особенность. Она заключается в частично автоматизированном процессе сварки. В результате процесс сварочных работ существенно упрощается, так как пользователю не нужно менять электрод, контролируя его длину.
Инвертор
Сварочный агрегат такого вида отличается повышенным уровнем функциональности. Ему доступны практически все виды сварки. При этом у инвертора незначительный вес, и качество сварочных швов получается высоким. Но есть у него и существенные недостатки. Так, конструкция у аппарата достаточно сложная, а его стоимость очень высока. Ввиду этого инверторы применяются лишь для выполнения сварочных работ высокой сложности.
Полуавтомат-инвертор
Сварочный аппарат отличается не только современностью, но и высокой степенью универсальности. Он совмещает в себе частичную автоматизацию сварки с высоким качеством работы, которая свойственна агрегатам инверторного вида. Поэтому совсем не удивительно, что и стоимость такого оборудования очень высока.

Споттер
Данное сварочное оборудование предназначено для выполнения точечной сварки. Его применяют исключительно в автомобильной промышленности при кузовных работах и удалении вмятин. Споттеры делятся на два типа – это трансформаторные и инверторные.
Тип, питание, мощность
Рассмотрим еще три главных аспекта, которые нужно учитывать при выборе сварочного оборудования. Первый аспект – это тип оборудования. Оно может быть бытовым, профессиональным или промышленным. Бытовые модели могут работать в непрерывном режиме не больше тридцати минут, после чего им требуется перерыв в один час. Профессиональные агрегаты могут спокойно трубится в течении восьми часом, без перерыва. А что касается промышленный аппаратов, то им требуется лишь короткий технический перерыв. А так они могут работать в течении нескольких смен подряд.
Если говорить о питании, то здесь тоже имеется несколько вариантов. К примеру, однофазные агрегаты рассчитаны на 220 Вольт, а это значит, что их можно подключать к обычной электрической розетке. Такой тип питания свойственен маломощным приборам, которые пользуются большой популярностью из-за доступности использования. Тем не менее, следует помнить, что они все-таки создают дополнительную нагрузку на сеть, так как потребляют очень много мощности.

Трехфазные аппараты рассчитаны на розетки в 380 Вольт, которые чаще встречаются в специализированных мастерских и производственных цехах. Такие розетки способны обеспечить большую мощность, но в бытовых условиях они не встречаются.
Также есть модели сварочных аппаратов, которые могут работать сразу в двух режимах. Они хоть и стоят дороже, но являются более практичными, хотя в случаях, когда трехфазная розетка использоваться не планируется, нет смысла переплачивать.
Если говорить о мощности, то от нее зависит то, с какой толщиной заготовки сможет работать аппарат. Из этого следует, что чем больше будет мощность, тем более толстую деталь можно будет подвергнуть обработке. Определить параметр предельно просто. Нужно лишь найти в справочнике нужную силу тока для определенной толщину металла. После этого силу тока умножают на напряжение. Полученный результат необходимо разделить на КПД сварочного агрегата: для трансформаторов – это 0,6, а для инверторов – это 0,8. Полученное значение и есть мощность сварочного оборудования.

Заключение
Выбор сварочного оборудования и технологии зависит исключительно от серийности производства, вида свариваемых материалов и особенностей работы сварщика. Для каждого мастера какой бы ни была подробной и доходчивой теория крайне важна практика и постоянное совершенствование своих навыков.
Видео. Как правильно варить дуговой сваркой
Особенности сварочного производства на предприятии
Во многих отраслях необходимы сварочные работы, их можно встретить буквально повсюду: от ремонта инженерных коммуникаций до изготовления космических кораблей. Поэтому старые сварочные предприятия продолжают функционировать и вслед за ними открываются новые заводы. При этом возрастает нехватка грамотных специалистов, выполняющих работу качественно и быстро. К новым сотрудникам предъявляются строгие требования, которые постоянно усложняются.

Но это лишь одна из особенностей, если мы говорим про производство сварочных работ. В данном материале мы расскажем вам все основы сварочного производства и поведаем, какими навыками должен обладать человек, выбравший специальность «сварочное производство». Кто знает, быть может после прочтения вы поймете, куда поступать и кем работать.
Организация производства
С организации начинается все. Вы можете нанять профессионалов, закупить качественные материалы, установить передовое сварочное оборудование. Но если работу организовать неправильно, то все достоинства квалифицированных кадров и современной техники не будут иметь никакого смысла. Так что начнем именно с организации.
Итак, сварка может осуществляться на двух типах объектов: это может быть строительно-монтажный или ремонтный объект за пределами цеха, а может быть отдельно стоящий завод. Считается, что работа на заводе более благоприятна. Сотрудники работают в отапливаемых и вентилируемых цехах, в их распоряжении зачастую более технологичное оборудование.

В процессе работы те же сварщики могут сосредоточить свое внимание на качестве получаемого шва, на соблюдении технологии сварки и так далее. В отличие от работников, выполняющих ремонт на улице, которым может мешать неблагоприятная погода, недостаточная технологичность их оборудования и многие другие факторы. Тем не менее, на обоих объектах всегда требуются профессиональные мастера.
Также есть еще одно отличие. Зачастую работникам «на выезде» даются индивидуальные задачи и каждый из них сам отвечает за результат. В лучшем случае к ним приставят прораба или другого руководителя, чтобы тот следил за ходом работ. На заводе все гораздо сложнее.
Во-первых, сварка в пределах цеха более универсальна. В цеху можно выполнить сварку любого уровня сложности, так что при выполнении особо ответственных работ необходима соответствующая организация. Трудятся сварщики первого уровня, главные сварщики, технологи и инженеры. Все они работают по конвейерному типу, т.е. один сотрудник выполняют порученную ему часть работ и передает ее следующему по уровню сотруднику (от сварщика к главному сварщику, от главного сварщика к технологу и так далее).
Как вы понимаете, при такой работе неизбежен человеческий фактор. Также при большом количестве ответственных лиц одно из них может выполнить работу недостаточно качественно, из-за чего пострадает вся производственная цепочка. Здесь могут возникнуть абсолютно любые проблемы. Начиная с того, что сварщики неправильно подобрали режим сварки, заканчивая специалистами по контролю качества, которые не смогли выявить скрытые дефекты и выпустили на рынок бракованное изделие.

Также на производстве помимо самой сварки нужно выполнить ряд других работ. Например, разработать проект производства сварочных работ и в целом составить подробный пакет технической документации. Это требует не только знаний, но и опыта. Такую работу поручают инженерам. Именно они составляют чертежи и технологические карты, подбирают оптимальные режим сварки и комплектующие для выполнения работы. Вся документация утверждается, проверяется другими специалистами и только после этого попадает в руки главному сварщику, который уже раздает указания сварщикам первого уровня.
В конечном итоге, организация сварочного производства, разработка документации и прочие этапы должны привести к одному результату — выполнению качественного и долговечного сварного соединения. Да, столько нюансов необходимо соблюсти, чтобы просто выпустить одно изделие.
Техническое оснащение
Основы сварочного производства не заканчиваются на организации. Ведь помимо сотрудников на рабочем месте присутствует еще и оборудование. Базовый комплект состоит из инвертора, трансформатора и выпрямителя. Таким оборудованием должно комплектоваться любое производство, даже самое маленькое.

Подобный набор оборудования обусловлен его универсальностью. С помощью инвертора даже новички смогут правильно зажечь дугу и сформировать шов. С помощью трансформатора профессиональные мастера смогут генерировать любое значение тока. А с помощью выпрямителя можно добиться более качественного соединения.
Если производство более-менее крупное, то в распоряжении сварщиков будут более технологичные аппараты. Они могут обладать особыми функциями или вовсе выполнять всю работу, практически не требуя присутствия человека. Такой процесс называется автоматизацией. Давайте остановимся на этом подробнее.
Механизация и автоматизация сварочного производства — необходимая мера, если завод намерен стабильно выпускать большое количество продукции. За счет технологического прогресса мы получили возможность изготавливать современные «умные» сварочные аппараты, упрощающие ручной труд сварщика. Простейший пример автоматизации — полуавтоматический сварочный аппарат, подающий проволоку в сварочную зону с помощью специального механизма, вместо того, чтобы подавать ее вручную.

Не забывайте, что оборудование и технология сварочного производства всегда взаимосвязаны. И если на предприятии планируют использовать современные технологии сварки, то и оборудование должно быть соответствующим. В последние годы механизация сварочного производства достигла невероятных высот. На заводах все чаще встречаются полностью роботизированные сварочные аппараты, работающие по заданной заранее программе. Такие роботы вообще не требуют присутствия сварщика на рабочем месте.
Требования к работникам
Не нужно забывать и о работниках. Ведь именно от их профессионализма зависит конечный результат.
Начнем со сварщиков. Это первый уровень сварочного производства. На производстве их может быть от двух человек до бесконечности. При этом у каждого сварщика есть свой разряд и специальное удостоверение, в котором указано, к какому типу работ может быть допущен тот или иной сварщик. Обычно, сварщикам самого низкого разряда доверяют выполнение простейших операций, не требующих большого опыта и особых навыков.

Далее идут главные сварщики. Они почти не занимаются сваркой, скорее контролируют работу сварочной бригады, состоящей из сварщиков первого уровня. Главные сварщики раздают указания касаемо необходимых объемов работ, проводят инструктажи и так далее. Это второй уровень сварочного производства.
За ними идет техник или технолог. Он относится к третьему уровню. Техник сварочного производства следит за всем сварочным процессом, контролирует всех сварщиков и отвечает за контроль качества сварных соединений.
На последнем четвертом уровне находятся инженеры. От них зависит вообще все. Если инженер допустит ошибку, то она «аукнется» на всех остальных уровнях и приведет к браку. Инженеры составляют всю документацию и решают, как будет производиться сварка. Именно здесь на сварочное производство высшее образование является просто необходимостью.

Все сотрудники, от сварщиков до инженеров, должны раз в несколько лет сдавать специальный экзамен от НАКС. Также рекомендуется проходить постоянные курсы повышения квалификации, чтобы не пропустить появление новой технологии сварки.
Вместо заключения
Сварочное производство — сложный процесс, состоящий из множества людей и этапов. Именно по этой причине важно знать и понимать нюансы работы каждого сотрудника, чтобы избежать ошибок. Желаем удачи в работе!
Основные операции сварочного производства
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Комплекс состоит из следующих операций:
1 — заготовительные (в том числе с дробе- или песко-очисткой);
2 — сборочные;
3 — сварочные;
4 — отделочные;
5 — вспомогательные;
6 — контрольные.
Каждая из перечисленных операций содержит определенный вид работ.
Заготовительные операции предусматривают изготовление заготовок и готовых деталей для сварных узлов различными способами.
Резка механическая и рубка — выполняются на листовых и комбинированных ножницах.
Резка заготовок термическим способом осуществляется ручной и машинной кислородной и плазменно-дуговой резкой.
Пробивку отверстий, гибку деталей и вырубку уступов производят на механических прессах в специальных штампах; гибку — в штампах или гибочных станках.
Правка заготовок, полос, листов выполняется на вальцах, механических и гидравлических прессах.
Зачистку заусенцев, окалины, ржавчины делают в галтовочных барабанах, либо дробеочисткой, а иногда — вручную.
Часто заготовки проходят различные виды механической обработки — точение, строгание, сверление, фрезерование, когда это требуется по чертежу. Заготовки часто подвергаются правке (рихтовке) на гидравлических прессах и механических — фрикционных.
При холодной гибке необходимо соблюдать условие, когда внутренний радиус гиба R≥25Sлиста (или R/S≥25),чтобы не было трещин.
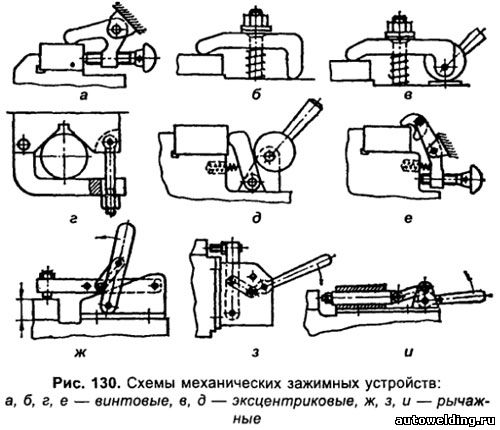
Сборочная операция — предусматривает сборку и прихватку деталей перед сваркой. В процессе сборки детали закрепляют прижимами в приспособлениях, стендах, а иногда устанавливают вручную по разметке перед прихваткой.
Назначение приспособлений — обеспечивать быструю и точную сборку, стыковку элементов с удобством прихватки и последующей сварки с максимальным количеством сварки в нижнем положении.
В производстве чем больше серия изготовляемых деталей, тем выше степень механизации сварочных операций.
Универсальные приспособления бывают переносные и стационарные. Элементы прижима заготовок в приспособлениях перед прихваткой применяют различные: рычажные, эксцентриковые, клиновые, стяжки, струбцины, пневмо- и гидравлические прижимы.
Стационарные приспособления — по функциональному назначению бывают самые различные, но они также имеют определенные виды прижимов.
Операции сборки под сварку зачастую не представляют особых технических трудностей, но порядок и количество прихваток, а также их размеры влияют на качество сварной конструкции.
Прихватки должны быть длиной не более 20 мм, сечением 0,5 от сечения будущего шва и только в перекрываемых участках шва. Сварочный ток при прихватках должен быть выше сварочного на 20%, чтобы обеспечивался четкий провар при прихватке. Прихватки нужно выполнять «вразброс» — по логике ожидаемых деформаций и внутренних напряжений.
Сварочные операции — выполняются вручную электродами, полуавтоматической и автоматической сваркой — в зависимости от условий работы, конструктивных особенностей изделия. Для удобства и облегчения сварочных работ промышленностью выпускается много наименований вспомогательного сварочного оборудования, различного по назначению, и возможностям и грузоподъемности.
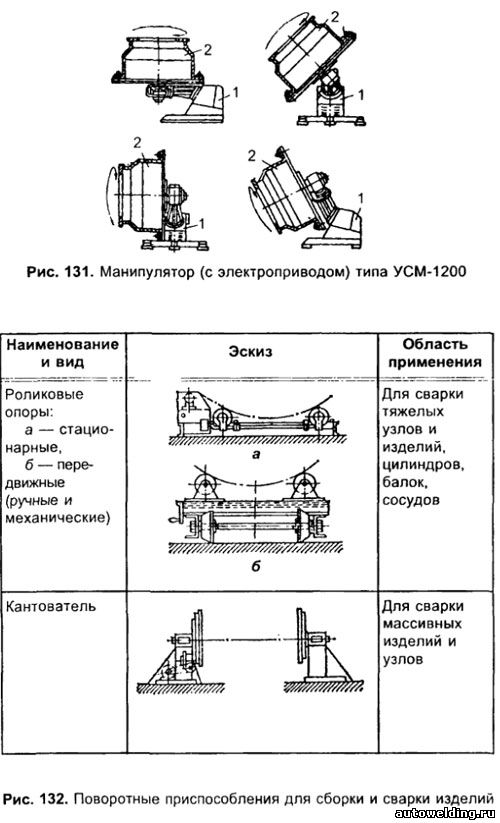
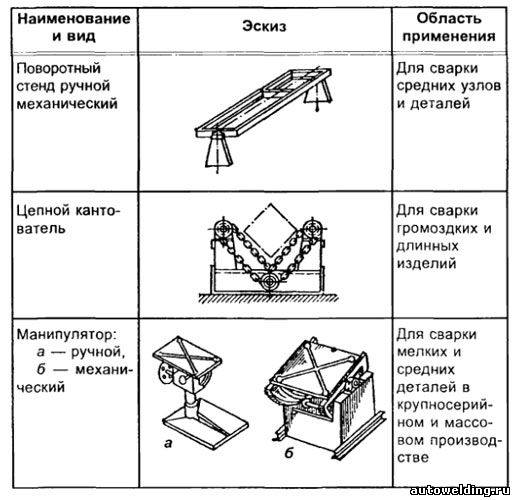
Позиционеры, кантователи различные (в том числе цепные) только поворачивают изделия в нужное положение.
Манипуляторы обеспечивают различный угол наклона изделия и поворота его в нужную позицию, регулируемую (сварочную) скорость вращения планшайбы (стола), а также маршевую скорость — для ускоренного поворота — вращения закрепленного на планшайбе сварного узла. Все вращатели, манипуляторы и позиционеры имеют электропривод с редукторной группой.
Грузоподъемность манипуляторов от 60 кг до 8,0 т (десять различных типов). Манипуляторы специального изготовления — до 100 т. Позиционеры имеют грузоподъемность от 0,5 до 4 т и обеспечивают только маршевую скорость при установке узла в удобном для сварки положении.
Кантователи обычно применяются для поворота нецилиндрических изделий вокруг оси. В зависимости от веса сварного узла они бывают с ручным и электроприводами.
В серийном производстве часто применяются кондукторы сварочные для некрупных узлов, в которых производится сборка, зажим деталей, затем — сварка в зажатом состоянии.
Основой приспособлений является жесткое основание со стойками, на которые устанавливаются прижимы, прихваты и т. д.
Сварочное производство подразделяется на следующие виды: единичное, мелкосерийное, серийное, крупносерийное.
При серийном производстве — специальные поточные линии с отдельно расположенными рабочими местами и иногда связанными между собой транспортными средствами. Ритмичность линии обеспечивается за счет накопителей и промежуточных складов. Широко применяются высокопроизводительные приспособления, полуавтоматы и автоматы для сварки. Примером такой линии может быть линия по производству пропановых баллонов с автоматической сваркой под флюсом стали толщиной 3 мм на остающейся подкладке.

Крупносерийное производство, например, сборка, сварка кузовов автомобилей, дисков автомобильных колес грузовиков, производство сварных труб большого диаметра, бытовых титанов, огнетушителей, различных сварных узлов автотракторного производства. Этот вид производства оснащен и механизирован более совершенными средствами сборки и сварки.
Общее правило для процесса сварки — это равномерное теплораспределение (тепловложение) от дуги по всему сварному узлу небольшими дозами, а значит, грамотная очередность и протяженность наложения всех швов, и по возможности большая скорость сварки, хотя и сечение шва будет невелико. Наложением последующих слоев катет шва доводят до размера. При большой скорости сварки меньше погонная энергия, величина которой влияет на деформации и внутренние напряжения, а также лучше структура шва (мелкое зерно).
Многослойная сварка неширокими швами значительно улучшает сварное соединение по многим причинам. Эта рекомендация проверена автором на производстве при сварке различных нагруженных узлов из ограниченно свариваемых сталей без применения подогрева и отжига.
Отделочные операции предусматривают различные виды зачистки, а также иногда термическую обработку — отжиг после сварки, механическая обработка узла и т. д.Вспомогательные операции — это работы по наладке оборудования, аппаратуры, доставке различных сварочных материалов, транспортно-складские работы, очистка с перемоткой сварочной проволоки и другие подобные работы, связанные со сварочным производством.
Контрольные операции включают в себя входной контроль материалов, контроль качества заготовок, деталей, идущих на сборку-сварку, контроль состояния аппаратуры и оборудования, контроль сборки под сварку и сварки и контроль окончательно готового сварного узла, изделия.
Оборудование и технология сварочного производства
Сварка представляет собой процесс, который позволяет путем нагрева поверхностей материалов создать неразъемное соединение.
Оборудование и технология сварочного производства включают в себя современные разработки способов сварки. Этот процесс активно используется во всех промышленных сферах, сварка ведется с любыми материалами – металлом, пластиком и керамикой.
Технология сварки на специальном оборудование
В результате сварки получается неразъемное соединение, которое называют сварным. Как правило, такая технология используется при работе с металлами.
Технология сварочного производства подразумевает использование различных источников энергии.
В качестве них могут быть применены такие, как:
- Электрическая дуга.
- Электрический ток.
- Лазерное излучение.
- Электронный луч.
- Ультразвук.
- Газовое пламя.
На основе используемого источника энергии и выделяют разновидности сварочного процесса, каждая из которых имеет свои преимущества и недостатки.
В настоящее время процесс сварки может проводиться не только в условиях промышленных предприятий, но и в бытовых, а также полевых условиях. Благодаря качественному оборудованию сварочный процесс становится все более простым и надежным.
Разновидности сварки
Существует огромное количество технологий сварочного производства, требующих использования специального оборудования, в настоящее время их насчитывается около 150.
Основная классификация сварки подразумевает разделение процессов по физическим, техническим и технологическим признакам.
Физическими признаками являются форма и вид используемой энергии, форма энергии показывает класс сварки, а вид энергии – вид самого процесса.
По такому признаку можно выделить 3 вида сварки:
- Термический класс. Эта категория включает в себя виды сварки, которые осуществляются плавлением и требуют тепловой энергии.
- Термомеханический класс – включает в себя виды сварки, которые осуществляются при использовании
не только энергии, но и давления. Это контактная, кузнечная и газовая сварка. - Механический класс – сварка, которая осуществляется при использовании механической энергии. Это холодная сварка, сварка ультразвуком и трением.
К техническим признакам сварочного процесса можно отнести способ защиты металла в области сваривания, а также степень автоматизации процесса и его непрерывность.
Сварочное оборудование
В зависимости от типа сварочного процесса используется определенное оборудование. Из-за востребованности оборудования его ассортимент в продаже очень велик.
Можно выделить следующие виды оборудования:
- Инверторные полуавтоматические инструменты. Очень удобное оборудование, имеет малый вес и габариты. Отличный вариант для использования на строительных площадках.
- Сварочные аппараты для точечной сварки.
- Сварочные инверторы.
- Трансформаторы.
- Редукторы.
- Полуавтоматы. Осуществляют сварку в среде защитного газа, главным элементом выступает электрод.
Среди производителей техники можно особенно выделить таких, как Атом-сварка, Forte, Gerrard GYS, Kaiser Stanley – это наиболее известные компании, осуществляющие изготовление различного рода сварочного оборудования.
Современное оборудование и технологии сварочного производства позволяют получить качественные сварочные швы и обеспечить надежный и безопасный технологический процесс.
Новейшее оборудование для сварки отличается высоким КПД, мощностью, функциональностью. Аппараты оснащаются многими удобными функциями, в частности системами плавной регулировки тока и скорости работы.
Оборудование и технология сварочного производства на выставке
В Москве традиционно весной проходит выставка «Металлообработка», посвященная оборудованию, инструментам и новейшим технологиям в сфере металлообработки. На данном мероприятии ведущие инженеры мира будут представлять свои разработки – инновационные технологии и оборудование.
Выставка пройдет в ЦВК «Экспоцентр» в Москве. Это самое крупное мероприятие в России и СНГ, оно дает полную картину состояния отрасли металлургии.
