
Монтаж алюминиевой оболочки методом горячей пайки
Монтаж алюминиевой оболочки методом горячей пайки
![]()
![]()
Кабели в алюминиевой оболочке по сравнению с кабелями в оболочках из других материалов и особенно из свинца имеют ряд существенных преимуществ: улучшаются экранирующие свойства, повышается механическая прочность, уменьшается масса, снижается стоимость и т. п. К недостаткам алюминиевых оболочек следует отнести их низкую коррозийную стойкость и сложность монтажа.
Сращивание алюминиевых оболочек может осуществляться следующими основными методами: горячей пайкой, склеиванием и опрессованием.
При горячей пайкена алюминиевую оболочку в местах сочленения со свинцовой муфтой наносится слой цинково-оловянного припоя (ЦОП), а поверх него слой оловянно-свинцового припоя (ПОС). Этот процесс называется залуживанием. Затем свинцовая муфта припаивается к залуженной оболочке с помощью ПОС обычным способом.
Совокупность разных металлов (алюминий, свинец, олово, цинк и др.) при данном методе монтажа приводит часто к коррозии, разрушению спайки и разгерметизации муфт, что усложняет содержание кабеля при избыточном давлении. Учитывая эти недостатки, метод горячей пайки получил ограниченное применение.
Особенность клеевого методазаключается в том, что отрезные конусы свинцовой муфты соединяются с алюминиевой оболочкой с помощью клея путем ручного обжима (рис. 11.12). Затем, после монтажа сердечника, к свинцовым конусам обычным способом припаивается свинцовый цилиндр муфты (рис. 11.13).
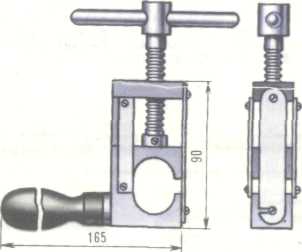
Рис. 11.12. Ручной обжим для клеевого метода
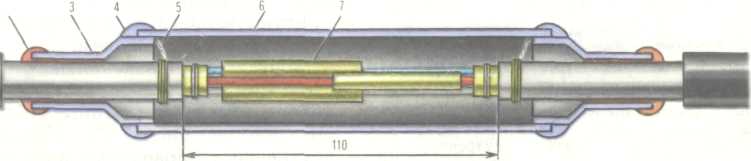
Рис. 11.13. Монтаж кабеля в алюминиевой оболочке клеевым методом:
1 — оболочка кабеля; 2 — клеевой шов; 3 — свинцовый конус; 4 — место пайки; 5 — перепайка оболочки с муфтой; 6 — свинцовый цилиндр; 7 — сросток сердечника
По методу опрессования(рис. 11.14) сращивание концов алюминиевой трубки-муфты с алюминиевой оболочкой кабеля производится путем опрессования. Перед опрессованием концы оболочки с помощью специального устройства расширяются примерно до диаметра алюминиевой трубки-муфты. Для предохранения сердечника кабеля от деформации в процессе опрессования и создания необходимой опоры под расширенную часть оболочки вводятся стальные опорные втулки. Контактирующие поверхности оболочки и трубки тщательно зачищаются.
Опрессование производится с помощью ручного гидравлического пресса и специальных пуансона и матрицы, обеспечивающих механически прочное, герметичное соединение.

Рис. 11.14. Монтаж кабеля в алюминиевой оболочке методом опрессования:
1 — шланг; 2 —оболочка; 3 — место опрессования; 4 — опорная втулка; 5—алюминиевая трубка; 6 — сросток сердечника
Монтаж алюминиевой оболочки методом горячей пайки
11.74. Для сращивания алюминиевой оболочки методом горячей пайки, кроме обычных приспособлений и материалов, должны быть подготовлены:
а) охладитель (рис. 11.15) с диаметром отверстия, соответствующим диаметру сращиваемой алюминиевой оболочки;
б) щетки стальные (с кордной лентой): одна для зачистки оболочки и вторая для ее обслуживания;
в) цинково-оловянный припой ЦОП;
г) материалы для восстановления изолирующих покровов (разд. 12).
Рис. 11.15. Охладитель
11.75. После разделки концов кабеля залудить алюминиевую оболочку, для чего:
а) сердечник кабеля поверх поясной изоляции обмотать двумя слоями стеклоленты;
б) поверхность оболочки зачистить напильником, затем стальной щеткой, протереть ветошью, смоченной бензином (Б-70 или неэтилированным А-72) и вновь протереть сухой тканью;
в) при залуживании оболочки необходимо обратить особое внимание на чистоту обрабатываемой поверхности. Чтобы расплавленный битум не подтекал в зону залуживания, конец кабеля следует обрабатывать в наклонном положении. Залуживание производится без применения флюса; стальные щетки перед использованием должны быть тщательно очищены от загрязнений, промыты в бензине и просушены; щетки, предназначенные для залуживания, не должны использоваться для зачистки оболочки; щетки для зачистки не должны применяться для залуживания;
г) на стальную щетку (предназначенную только для залуживания оболочки) нанести 5 — 7 г припоя ЦОП, разогретого до состояния текучести;
д) прогреть пламенем паяльной лампы (рис. 11.16, а) или горелки алюминиевую оболочку до температуры плавления припоя и, натирая стальной щеткой с припоем ЦОП, залудить оболочку по всей окружности на расстоянии 40 — 50 мм от ее среза; припой должен покрыть оболочку ровным, гладким и блестящим слоем,
е) на горячую поверхность залуженной оболочки путем натирания нанести прутком тонкий слой припоя ПОССу-30-2;
ж) длительность всего процесса залуживания должна быть минимальной и не превышать 1 мин;
з) немедленно после нанесения припоя ПОССу-30-2 на оболочку кабеля вблизи места среза полиэтиленового шланга установить охладитель (рис. 11.16, б);
и) после остывания оболочки снять охладитель и удалить стеклоленту с сердечника.
Аналогично подготовить второй конец кабеля.
11.76. Удаление поясной изоляции, монтаж сердечника, упаковка сростка, запайка свинцовой муфты, испытание герметичности, установка защитной чугунной муфты и другие работы должны выполняться так же, как на кабеле в свинцовой оболочке с учетом следующего:
а) перед надвиганием на конец кабеля бесшовной свинцовой муфты на ее концах следует сделать несколько треугольных вырезов, что облегчает образование конусов и сохраняет залуженные поверхности оболочки и муфты в процессе формирования конуса;
б) упаковку сростка выполнить увеличенным количеством слоев кабельной бумаги (6 — 8 слоев);
в) пайку муфты производить без применения флюса — сухой гладилкой;
г) сразу же после окончания пайки на оголенную оболочку необходимо установить охладитель (рис. 11.16, в).
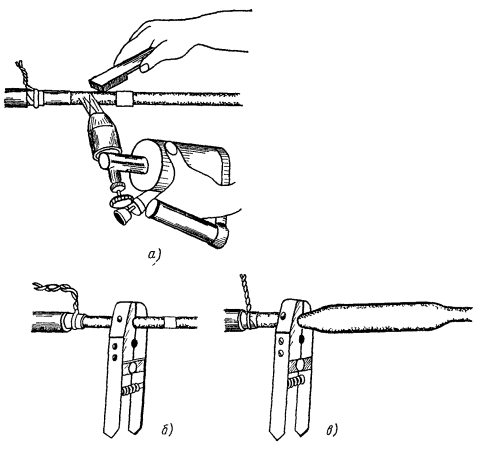
Рис. 11.16. Монтаж кабеля в алюминиевой оболочке методом горячей пайки:
а — залуживание оболочки; б — установка охладителя, в — смонтированная муфта
Монтаж алюминиевой оболочки методом горячей пайки
11.16.1 При восстановлении алюминиевых оболочек городских кабелей связи используют клеевой способ, который заключается в том, что к алюминиевой оболочке кабеля клеем ВК-9 приклеивают свинцовые втулки, а к втулкам припаивают свинцовую муфту (рисунок 11.26).
Рисунок 11.26 — Восстановление алюминиевой оболочки кабеля типа Т
Свинцовые втулки изготавливаются из рольного свинца или из отходов оболочки кабеля ТГ. Внутренний диаметр свинцовой втулки должен соответствовать наружному диаметру алюминиевой оболочки. Длина втулки должна составлять: для кабелей с наружным диаметром оболочки до 35 мм — 60 мм; свыше 35 мм -70 мм. Толщина стенки втулки должна быть не менее 2 мм.
11.16.2 Продольный разрез втулки запаивается припоем ПОССу-30-2 без применения стеарина. Запаянная или подобранная по диаметру втулка должна плотно сидеть на алюминиевой оболочке.
При подготовке концов кабелей к монтажу надрезы полиэтиленового защитного шланга выполняются тупым ножом или стальной пластиной, которые предварительно нагреваются пламенем горелки.
Свинцовая втулка надвигается на очищенную от битума алюминиевую оболочку и устанавливается так, чтобы край втулки находился на расстоянии 10 мм от обреза шланга. На оболочке у торцов втулки делаются отметки и втулка сдвигается к концу кабеля. На алюминиевую оболочку, предварительно обезжиренную и зачищенную стальной щеткой, в том месте, где будет установлена втулка, наносится слой клея ВК-9. Клей наносится на участок оболочки длиной 20 мм по окружности, начиная от ближайшей к обрезу шланга отметки. Свинцовая втулка через участок с клеем сдвигается к обрезу шланга, при этом клей не должен попасть на торец втулки, обращенный к концу кабеля.
11.16.3 Участок оболочки на расстоянии 20 мм по обе стороны от второй (дальней от обреза шланга) отметки зачищается стальной щеткой и залуживается припоем ЦОП-40. Залуживание производится в следующем порядке: на малую стальную щетку накладываются от 4 до 6 г припоя ЦОП-40, зачищенный участок алюминиевой оболочки открытым пламенем горелки нагревается до температуры плавления припоя ЦОП-40, и оболочка залуживается путем натирания ее щеткой с припоем.
Оболочка должна быть залужена не менее чем на 2/3 ее окружности. Допускается выполнение операции залуживания без щетки, натиранием оболочки прутком припоя ЦОП-40. Залуженная поверхность должна быть ровной, без включений. На залуженный участок наносится слой припоя ПОССу-30-2.
11.16.4 Втулка устанавливается на свое место. На поверхности оболочки и торца втулки наносится слой клея шириной 40 мм и накладывается бандаж из двух слоев марли шириной 40 мм. На клеевой шов надвигается и усаживается отрезок трубки ТУТ, типоразмер которого соответствует диаметрам алюминиевой оболочки и клеевого шва. Длина отрезка
ТУТ должна позволять полностью закрыть клеевой шов и открытую алюминиевую оболочку кабеля.
Конец втулки, установленный на залуженный участок оболочки кабеля, припаивается к нему припоем ПОССу-30-2 без применения стеарина. Аналогично припаивается втулка на другом конце кабеля (позиция 8 на рисунке 11.26).
В процессе монтажа сростка следует периодически, в течение от 1,0 до 1,5 минут, слегка прогревать клеевые швы, закрытые ТУТ, слабым пламенем горелки.
11.16.5 Свинцовая муфта устанавливается над упакованным сростком, и ее конусы зачеканиваются до наружного диаметра свинцовых втулок. Муфта припаивается к втулкам припоем ПОССу-30-2 с применением стеарина. На время пайки муфты отрезки ТУТ защищаются от излишнего нагрева двумя слоями стеклоленты.
11.16.6 При использовании клея ВК-9 следует иметь в виду следующее:
— приготовленный клей (после смешивания компонентов) должен быть использован в течение 2 часов;
— при температуре от 0 до минус 5°С время полного отверждения клея увеличивается до 30 часов, а при +21 °С и выше -уменьшается.
Смешивать компоненты клея следует в точном соответствии с инструкциями изготовителей.
11.16.7 По согласованию с эксплуатационными службами местных сетей на кабелях типа Т с алюминиевыми оболочками можно применять способ горячей пайки.
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
 Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
 Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.



При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
 Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.