
Делительная головка для фрезерного станка своими руками
Универсальная делительная головка (УДГ): настройка и цена. Делительная головка для фрезерного станка своими руками
Делительная головка универсального типа (УДГ) служит для обработки металлических заготовок на фрезерном станке. Данный элемент позволяет провести несколько видов операций по отделке изделий с учетом особенностей их конфигурации, применяется для производства сложных деталей. Как правило, оборудование комплектуется этим устройством в штатном исполнении. В противном случае потребуется правильно подобрать модель согласно характеристикам имеющегося токарного приспособления.

Предназначение
Делительная головка позволяет преобразить заготовку в нужную конфигурацию посредством смещения детали относительно оси станочного оборудования.
УДГ фиксируется на станине агрегата путем различных видов креплений, в зависимости от типа насадки. Рабочее положение корректируется при помощи подвижных рукояток и диска, который оснащен отверстиями для крепления делительного узла.
Возможности рассматриваемого инструмента:
- Фрезеровка поверхностных канавок. Этот процесс не требует идеальной точности, с учетом правильного контроля глубины и ширины обрабатываемой заготовки.
- Возможность создания граней на деталях. Данная операция целесообразна при изготовлении гаек с нестандартными параметрами, а также рабочих инструментов и хвостовиков заготовок. Такие манипуляции требуют высокой точности.
- Проведение фрезеровочных работ по обработке пазов и шлицев. В этом случае может потребоваться значительная подвижка обрабатываемой детали.
Особенности
Универсальная делительная головка служит для увеличения скорости работ. При этом она не должна подвергаться постоянной переустановке. Изменение позиции по отношении к фрезе выполняется путем постановки устройства в нужное положение. Особо внимательно к этому процессу необходимо относиться при формировании канавок винтового типа. Их изготовление возможно исключительно с применением высокоточной модификации узла.
Перед покупкой делительной головки следует обязательно проверить ее совместимость с имеющимся станком. Любые самодельные вмешательства в конструкцию и непрофессиональные переделки могут негативно отразиться на итоговом качестве продукции.
Специфические свойства
С учетом специфики рассматриваемого инструмента, следует выбирать делительную головку для конкретного фрезерного станка. Элементы подразделяются на несколько типов и видов, отличающихся способом монтажа, размерами, принципом действия и техническими параметрами.
Особое внимание уделяется точности реализации проводимых работ. Кроме того, учитывают сложность и точность настройки показателей оборудования для эксплуатации. Такой подход позволяет выбрать модификацию с высокой точностью и допустимыми погрешностями. Имея определенные навыки и подходящий инструментарий, УДГ можно сделать самостоятельно.
Классификация
Делительные головки для фрезерных станков имеют следующую классификацию:
- Простая модель. Она отличается легким весом и простотой в управлении. Главной частью является шпиндель, который фиксирует заготовку и соединяется с дисковым лимбом. Этот элемент имеет несколько отверстий, позволяющих смещать заготовки относительно фрезерной оси.
- Совмещенные варианты. Устройства регулируются при помощи рукоятки. С большим числом нажатий, увеличивается удаление центровой оси обрабатываемой детали от резака.
- Универсальные образцы представляют собой комплексное оборудование, требующее настройки посредством участия дискового элемента и рукоятки. Процесс осуществляется при участии дифференциальных зубчатых шестерен.
Маркировка
Расшифровка маркировки делительной головки позволит определить модель и возможности ее использования. На примере модификации УДГ-40-Д250 рассмотрим обозначения:
- УДГ – универсальная делительная головка.
- 40 – передаточное число, указывающее на число оборотов рукоятки шпинделя при развороте на 360 градусов.
- Д250 – предельно допустимые габариты обрабатываемой заготовки.
Образцы категории УДГ чаще всего используются для формирования кромок и поверхностей повышенной сложности.

Настройка делительных головок
Возможные переходы инструмента зависят от вида устройства и его технических параметров. Точность обработки определяется по делениям имеющейся шкалы, показатели которой соответствуют 7-му (ГОСТ-1.758) или 9-му (ГОСТ-1.643) уровню калибровки.
Главный процесс настройки заключается в определении габаритов сектора делительной окружности. Кроме того, учитывается диаметр окружности и число отсеков, на которые она делится.
Процесс настройки элемента состоит из следующих этапов:
- Трансформируют 360 градусов полного диаметра в требуемое число делений по секторам.
- Определяют синус получившегося расчетного угла.
- Диск приспособления выставляют по этому показателю.
- Фиксируют корпус блока при помощи рукоятки либо зажимного механизма, после чего монтируют рабочую часть инструмента.
Формулу расчета необходимого угла можно найти в руководстве по эксплуатации УДГ. Обрабатываемую заготовку закрепляют на оправке станка, выполняют продольное смещение стола, производят отделку. На шаг подачи влияет тип обработки. Чтобы повысить производительность, после завершения очередного рабочего цикла, используют ускоренный возврат стола в исходную позицию. Фиксация элементов в измерительных отверстиях диска осуществляется посредством пружин.
Делительная головка своими руками
К минусам рассматриваемого инструмента можно отнести высокую стоимость. В связи с этим делительную головку для проведения простых операций можно сделать самостоятельно. Потребуется набор следующих компонентов:
- Редуктор червячного типа, который можно подобрать из оснащения старых станков или выточить своими руками.
- Токарный патрон с лимбом (подходящий размер — 65 мм в диаметре).
- Ограничительный винт.
Перед производственным процессом следует выполнить настройку делительной части. В этом поможет любая стандартная деталь либо выточенная фигура определенного формата. После сравнительного теста с аналогом, проводится дополнительная калибровка инструментария. Стоимость делительной головки своими руками будет на порядок ниже заводского аналога, цена которого стартует от 40-50 тысяч рублей.
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Техническая библиотека
Краткий справочник инструментальщика
Делительные головки и их настройка
При обработке зубьев, шлицев, пазов, нарезании винтовых канавок и других операциях на фрезерных станках часто применяют делительные головки. Делительные головки, как приспособления, используют на консольных универсально-фрезерных и широкоуниверсальных станках. Различают простые и универсальные делительные головки.
Простые делительные головки применяют для непосредственного деления окружности вращения обрабатываемой заготовки. Делительный диск у таких головок закреплен на шпинделе головки и имеет деления в виде шлицев или отверстий (в количестве 12, 24 и 30) для защелки фиксатора. Диски с 12-ю отверстиями позволяют делить один оборот заготовки на 2, 3, 4, 6, 12 частей, с 24 отверстиями — на 2, 3, 4, 6, 8, 12, 24 части, а с 30 отверстиями — на 2, 3, 5, 6, 15, 30 частей. Специально изготовленные делительные диски головки могут быть использованы и для других чисел деления, в том числе и для деления на неравные части.
Универсальные делительные головки применяют для установки обрабатываемой заготовки под требуемым углом относительно стола станка, ее поворота вокруг своей оси на определенные углы, сообщения заготовке непрерывного вращения при фрезеровании винтовых канавок.
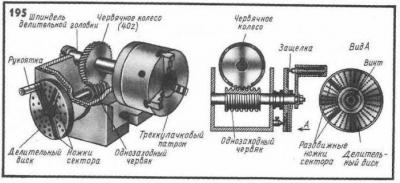
В отечественной промышленности на консольных универсально-фрезерных станках применяют универсальные делительные головки типа УДГ (рис. 1, а). На рис 1, 6 показаны вспомогательные принадлежности к делительным головкам типа УДГ.
На широкоуниверсальных инструментальных фрезерных станках используют делительные головки конструктивно отличающиеся от делительных головок типа УДГ (они снабжены хоботом для установки заднего центра и, кроме того, имеют некоторое отличие в кинематической схеме). Настройка головок обоих типов производится идентично.
В качестве примера на рис. 1, а показана схема обработки фрезерованием заготовки с использованием универсальной делительной головки. Заготовку / устанавливают на справке в центрах шпинделя 6 головки 2. и задней бабки 8. Модульная дисковая фреза 7 от шпинделя фрезерного станка получает вращение, а стол станка — рабочую продольную подачу. После каждого периодического поворота заготовки зубчатого колеса обрабатывается впадина между соседними зубьями. После обработки впадины стол ускоренно перемещается в исходное положение.
Рис. 1. Универсальная делительная головка УДГ: а — схема установки заготовки в делительной головке ( 1— заготовки; 2 — головка; 3 — рукоятка; 4 — диск; 5 — отверстие; 6 — шпиндель; 7 — фреза; 8 — бабка); б — вспомогательные принадлежности к делительной головке (1— шпиндельный валик; 2— передний центр с поводком; 3 — домкратик; 4 — хомутик; 5 — жесткая центровая оправка: 6— консольная оправка; 7— поворотная плита). Цикл движений повторяется до полной обработки всех зубьев колеса. Чтобы установить и зафиксировать заготовку в рабочую позицию с помощью делительной головки, вращают ее шпиндель 6 рукояткой 3 по делительному диску 4 с лимбом. При попадании оси рукоятки 3 в соответствующее отверстие делительного диска, пружинное устройство головки фиксирует рукоятку 3. На диске с двух сторон концентрично расположены по 11-ть окружностей с числами отверстий 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 44, ^7, 49, 51, 53, 54, 57, 58, 59, 62, 66. Кинематические схемы универсальных делительных головок показаны на рис, 2. В универсальных лимбовых делительных головках вращение рукоятки 1 (рис. 2, а—в) относительно лимба 2 передается через зубчатые колеса Zs, Z6 и червячную передачу Z7, Zs шпинделю. Головки настраивают на непосредственное, простое и дифференциальное деление.
Рис. 2. Кинематические схемы универсальных делительных головок: а, б, в — лимбовые; г — безлимбовые; 1 — рукоятка; 2 — лимб делительный; 3 — диск неподвижный. Метод непосредственного деления применяют при делении окружности на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. При непосредственном делении отсчет угла поворота осуществляют по градуированному на 360″ диску с ценой деления V. Нониус позволяет выполнять этот отсчет с точностью до 5′, Угол а, град, поворота шпинделя при делении на z частей определяют по формуле
а=3600/z
где z — заданное число делений.
При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, сдедует прибавить величину, равную значению угла а, найденному по формуле (5.1). Универсальная делительная головка (ее схема показана на рис- 2, а) обеспечивает простое деление на z равных частей, которое выполняют вращением рукоятки относительно неподвижного диска согласно следующей кинематической цепи:
1/z=пp(z5/z6)(z7/z8)
Где (z5/z6)(z7/z8) = 1/N; пp- число оборотов рукоятки; N- характеристика головки (обычно N=40).
Тогда
1/z=пp(1/N)
Откуда пp=N/z=A/B
Здесь А — число отверстий на которое нужно повернуть рукоятку, а В — число отверстий на одной из окружностей делительного диска. Сектор 5 (см. рис. 5.12, а) раздвигают на угол, ссответствующий числу А отверстий, и скрепляют линейки. Если левая линейка раздвижного сектора 5 упирается в фиксатор рукоятки, то правая совмещается с отверстием, в которое нужно при очередном повороте ввести фиксатор, после чего правую линейку упирают в фиксатор. Например, если нужно настроить делительную головку для фрезерования зубьев цилиндрического колеса с Z= 100, при характеристике головки N=40, то получаем
пр — N/z = A/В = 40/100 = 4/10 = 2/5 = 12/30, т. е. А = 12 и B= 30.
Следовательно, используют окружность делительного диска с числом отверстий В=30, а раздвижной сектор настраивают на число отверстий А = 12. В случаях, когда нельзя подобрать делительный диск с нужным числом отверстий применяют дифференциальное деление. Если для числа z на диске нет нужного числа отверстий, принимают число zф (фактическое), близкое к s, для которого имеется соответствующее число отверстий, Несоответствие (l/z- l/zф) компенсируют дополнительным поворотом шпиндели головки на эту равность, которая может быть положительной (дополнительный поворот шпинделя направлен в ту же сторону, что и основной) или отрицательный (дополнительный поворот противоположен). Такую коррекцию осуществляют дополнительным поворотом делительного диска относительно рукоятки, т. е. если при простом делении рукоятку поворачивают относительно неподвижного диска, то при дифференциальном делении рукоятку вращают относительно медленно вращающегося диска в ту же (или в противоположную) сторону. От шпинделя головки вращение диску передается через сменные колеса a—b, c—d (см. рис. 2, б) коническую пару Z9 и Z10 и зубчатые колеса Z3 и Z4.
Величина дополнительного поворота рукоятки равна:
прл = N(1/z-1/zф)=1/z(a/b(c/d)(z9/z10)(z3/z4)
Принимаем (z9/z10)(z3/z6) = С (обычно С= I).
Тогда (a/b)(c/d)=N/C((zф-z)/zф))
Допустим требуется настроить делительную головку для фрезерования зубьев цилиндрического колеса с г = 99, Известно, что N-40 и С=1. Число оборотов рукоятки для простого деления Пф-40/99, Учитывая, что делительный диск не имеет окружности с числом отверстий 99, принимаем t= 100 и число оборотов рукоятки пф-40/100 = 2/5 = 12/30, т. е. берем диск с числом отверстий на окружности B = 30 и поворачиваем при делении рукоятку на 12 отверстий (А= 12). Передаточное отношение сменных колес определяем по уравнению
и = (a/b)(c/d) = N/C= (zф-z)/z) = (40/1)((100 — 99)/100) = 40/30 = (60/30) х (25/125).
Делительные безлимбовые головки (см. рис. 2) не имеют делительных дисков. Рукоятку поворачивают на один оборот и фиксируют на неподвижном диске 3. При простом делении на равные части кинематическая цепь имеет вид:
Учитывая, что z3/z4=N,
Получаем (а2/b2)(c2/d2)=N/z
Универсальная делительная головка токарного и фрезерного станка
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
 Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Предназначение оснастки
 Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.

 Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
Для проведения обычной обработки подобная оснастка не требуется.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
 Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
 Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.- Выводится расчетное значение синуса угла.
- Диск выставляется согласно полученному результату. Важно соблюдать высокую точность при установке рассматриваемой оснастки.
- Проводится фиксация корпуса при помощи специального механизма или рукоятки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении. Как ранее было отмечено, важно учитывать правильность установки.
Универсальные делительные головки: применение и принцип работы

Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления

Таблица 2. Настройка делительных головок при дифференциальном делении

Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка;
возможность работы с заготовками разных размеров;
возможность обработки поверхностей в любом положении относительно вертикали.
Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
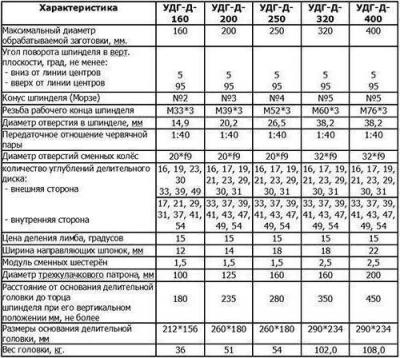
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
Новости
Бесконтактная доставка и выдача
Осуществляем бесконтактную доставку до адреса
