
Трубы Технология производства горячекатаных труб
Технология производства горячекатаных труб
Для изготовления бесшовных горячекатаных труб на заводе используются три установки с раскаткой труб на короткой оправке (типа Штифель), одна установка с раскаткой труб на длинной оправке в трехвалковой клети (типа Ассель) и одна установка с непрерывным станом с раскаткой труб на длинной подвижной оправке.
Сырье для производства горячекатаных труб в виде круглых штанг поступает с металлургических комбинатов.
Горячекатаные трубы отгружаются конечным потребителям, а также используются в качестве заготовок для холодного передела (изготовления холоднодеформированных труб).
Технологический процесс изготовления труб на агрегате с непрерывным станом состоит из следующих операций:
- подготовки заготовки к прокатке;
- нагрева заготовки;
- прошивки заготовки в гильзы;
- прокатки гильз в трубы на непрерывном стане;
- подогрева труб перед калибровкой или редуцированием;
- прокатки труб на калибровочном или редукционном стане;
- резки труб;
- охлаждения труб и их отделки.
Основным преимуществом агрегата является его высокая производительность при необходимом и стабильном качестве труб. Наличие в составе стана 30-102 современного редукционного стана, работающего с натяжением, значительно расширяет сортамент прокатываемых труб как по диаметру, так и и по толщине стенки.
На непрерывном стане прокатывают так называемые черновые трубы одного постоянного размера, которые затем на калибровочном или редукционном станах доводятся до размеров, обусловленных заказами,
Нагрев заготовки производится в двух 3-х ручьевых секционных печах длиной около 88 метров каждая. Название печи происходит от их конструкции: нагревательная часть каждой печи разбита на 50 секций; они, в свою очередь, разделены на 8 зон. Температурный режим в каждой зоне поддерживается автоматически,
Правильность нагрева металла контролируется фотоэлектрическим пирометром, который измеряет температуру гильзы, выходящей из валков прошивного стана, Разрезку нагретой в печи заготовки производят на ножницах консольного типа с нижним резом. Прошивка нагретой и зацентрованной заготовки производится на 2-х валковом прошивном стане с бочковидными валками и осевой выдачей.
Прокатка труб в непрерывном стане. Название стана означает непрерывность процесса и одновременное нахождение обрабатываемого металла в каждой клети. В гильзу, полученную после прокатки на прошивном стане, вводится длинная цилиндрическая оправка, после чего она вместе с оправкой направляется в волки непрерывного стана. Стан состоит из 9 клетей одинаковой конструкции, расположенных под углом 45 градусов к плоскости пола и 90 градусов по отношению друг к другу. В каждой клети имеется по два валка с круглыми калибрами.
После извлечения оправки труба длиной около 28 метров направляется к стационарной дисковой пиле, где производится обрезка заднего конца трубы. Все трубы после обрезки задних концов проходят через калибрующие устройства — пару роликов — с целью выравнивания наружного диаметра. Для повышения и выравнивания температуры по длине и сечению перед редуцированием производится нагрев труб в индукционных печах. Редуцирование производится в 24-х клетевом редукционном или 12-ти клетевом калибровочном стане — в зависимости от размеров труб.На редукционном стане прокатывают трубы диаметром от 45 до 76 мм, на калибровочном — от 73 до 108 мм.
Каждая клеть обоих станов имеет три валка, расположенных под углом 120 градусов по отношению друг к другу.
Трубы, прокатанные на калибровочном стане и имеющие длину свыше 24 метров, разрезают на стационарной дисковой пиле пополам. После прокатки на редукционном стане трубы разрезают летучими ножницами на длины от 12.5 до 24.0 метров. С целью устранения кривизны и уменьшения овальности поперечного сечения трубы после остывания подвергаются правке на косовалковом правильном стане.
Трубы после правки, как правило, подвергаются порезке на меру и отделке.
Отделка труб производится на поточных линиях, в состав которых входят: трубообрезные станки, станки для торцовки труб, продувочная камера для удаления стружки и окалины, инспекционный стол ОТК.
Виды бесшовных труб, особенности производства и использования
Бесшовными называются трубные изделия, которые производятся сплошными и не содержат никаких швов и любых соединений. О том, какие бывают трубы бесшовные, где они применяются и как изготавливаются, пойдет речь далее в статье.

Производить бесшовные трубы стало возможным благодаря специальному оборудованию – прокатным станкам, от которых и процесс получил название «прокатка».
Виды бесшовных труб
Существует несколько технологий производства трубных изделий без швов, согласно которым они подразделяются на такие виды, как холоднокатаные, горячекатаные и цельнотянутые.
Благодаря технике производства у трубы цельнотянутой бесшовной практически отсутствуют швы или стыки. В целом любым бесшовным трубам свойственны высокие качественные прочностные характеристики, так что их целесообразно применять в трубопроводах с высоким давлением и температурой, а также агрессивной средой. Наилучшее соотношение качественных характеристик присуще стальным изделиям.

Стальные цельнотянутые бесшовные трубы классифицируются как толстостенные. Для их изготовления требуется сталь особой маркой, регламентированной ГОСТом. Допускается производство подобных изделий и из цветных металлов. В данном случае они приемлемы для транспортировки химических компонентов. А вот горячекатаные трубы весьма востребованы в производстве криогенного оборудования.
Области использования трубопрокатов
Для транспортировки веществ, утечки которых ни в коем случае нельзя допустить, как правило, применяется горячекатаная труба. Трудно назвать такие сферы, где бы изделия данного типа не применялись.
В частности, весьма востребованы горячекатаные трубы в автомобильном и тракторостроении, авиастроительстве и прочих отраслях машиностроения. Кроме того, активно применяются стальные горячекатаные трубы в химической и нефтедобывающей сфере промышленности. Не менее актуальны они и при обустройстве коммунальных трубопроводов для транспортировки горячей и холодной воды, канализации, газоснабжения. В угледобывающей и буровой промышленности горячекатаные трубы применяются для отвода газа, пара и прочих вспомогательных компонентов.
Бесшовные трубы горячекатаного производства применяются для сооружения трубопроводов для химических веществ и воды. Многие сферы тяжелой промышленности, а также оборонная, судостроительная и вагоностроительная, металлургия, не могут обойтись без прокатной продукции бесшовного типа. Причина этому в высоком качестве и надежности бесшовных изделий, их долговечности и прочими характеристиками.

Поскольку сплошные трубопрокаты не имеют швов, ослабляющих конструкцию, они являются довольно крепкими и устойчивыми к внешнему воздействию различного рода. Вот почему они активно задействованы в очень сложных технически областях производства.
Кроме того, если условия эксплуатации изделий довольно сложны и агрессивны, горячекатаные трубы справляются с ними намного лучше всех прочих.
Способов обработки стальных трубопрокатов из различных марок стали может быть очень много: резка, сваривание, клепание, резка и прочие манипуляции. Среди всех аналогичных изделий, тем не менее, наиболее прочными являются бесшовные стальные трубы (подробнее: «Какая бывает стальная бесшовная труба – характеристики, способы производства»).
Как конструкционная деталь в строительной отрасли, для сооружения монолитно-каркасных зданий, а также в качестве передаточного вращающегося вала в различных механизмах, также довольно активно используются бесшовные горячекатаные трубы. Словом, применять горячекатаные бесшовные трубы можно практически в любых сферах жизнедеятельности человека, где они уместны и целесообразны с практической и экономической точки зрения.

Стоит отметить, что главным аргументом в пользу применения горячекатаных трубных бесшовных изделий будет ситуация, когда ожидаемая степень нагрузки на трубопровод будет значительно выше, чем могут выдержать сварные аналоги.
Методика производства бесшовных изделий
Производство бесшовной трубы может выполняться одним из таких способов, как волочение, ковка, прессование, прокатка и некоторыми другими.
В любом случае этот процесс проводится в условиях промышленного производства с использованием стали различных марок, а также сплавов из нескольких металлов. Какой именно материал использовать для производства зависит от конечного предназначения трубы.
Изготовление бесшовных труб горячекатаного типа связано с особенно сложным технологическим процессом, хотя и все прочие технологии простыми не назовешь.
Если разбираться, как делают бесшовные трубы цельнокатаные, то в этом случае термическая обработка является обязательным условием.

На крупных металлургических комбинатах существуют целые прокатные цеха, где изготавливают заготовки для бесшовных холоднокатаных изделий, а также производят горячекатаные трубопрокаты. Разница в технологиях производства трубных изделий заключается в рабочих температурах обрабатываемого материала.
В частности, для производства холоднокатаных бесшовных труб производится обработка холодного материала, с предварительной горячей прокаткой. А вот горячекатаные трубы прокатываются и обрабатываются в горячем состоянии.
Современные технологические линии на трубопрокатных предприятиях оснащены качественным оборудованием, с помощью которого можно выпускать бесшовные трубы самого различного диаметра с разной техникой прокатки.
По технологии при производстве горячекатаных бесшовных труб температуру сырья удерживают на таких отметках, чтобы не началась его рекристаллизация.
Так как изготавливают бесшовные трубы множеством различных методов, есть возможность создания изделий, достаточно прочных, чтобы выдерживать высокое давление на стенки, и при этом сэкономить время, деньги и ресурсы на производство.

Любой технологический процесс на заводах осуществляется в соответствии с ГОСТами, поэтому качество бесшовных труб всегда на высоте. Кроме того, на подобные изделия производитель получает сертификаты.
Для производства бесшовных труб применяют углеродистые, высокоуглеродистые, легированные и высоколегированные марки стали. В частности, бесшовные горячекатаные трубы из углеродистой стали рассчитаны на максимальное давление до 16 МПа.
Заметим, что контроль качества, обязательного соответствия нормативам, химического состава и показателей ударной вязкости, загиба и сплющивания, выполняются на всех технологических этапах.
Разновидности трубных изделий без швов
В народе бесшовные изделия еще называют литыми, поскольку при производстве их отливают из слитков. В частности, в горячекатаных трубах продольных стыков почти нет.
Классификация по размерам предполагает разделение бесшовных изделий на трубы мерной длины, кратной мерной длины и немерной длины.
Четкое разграничение по размерам конкретных типов труб регламентируется государственными стандартами. Таким образом, трубы горячекатаные выпускаются с внешними диаметрами в пределах 25-700 мм, а толщина их стенок колеблется в рамках 2,5-75 мм. Немерная продукция выпускается с размерами в пределах 4-12 м.

Что касается цельнотянутых стальных труб, то диапазон диаметров у них чрезвычайно разнообразен, а толщина стенок может составлять 6-13 мм. По различным показателям трубы такого типа делятся на четыре категории, каждая из которых включает еще по четыре группы. Маркировка для них проставляется от литеры «Б» до «Е», где «Б» означает трубы с нормированным химическим составом, а «Е» присваивается изделиям с противоположными качествами. Трубы с маркировкой «Е» выпускаются без обязательной термической обработки, что определено ГОСТом.
Цельнотянутые трубопрокаты считаются наиболее качественными и надежными среди всех разновидностей бесшовных изделий.
Производство холоднодеформированных бесшовных трубных изделий выполняется в соответствии с ГОСТами. Следовательно, допустимыми значениями внешнего диаметра для них являются 8-450 мм, а толщина стенок должна находиться в пределах 20 мм. Показатели мерной длины данной группы изделий составляют 4,5-9 метров, а немерной – в границах 1,5-11,5 метров.
Классификация бесшовных труб может выполняться по самым различным факторам, таким как марка используемой стали или разновидность сплава, длина и толщина стенок и другие. В частности, существует около десятка марок стали, которые оптимально подходят для производства бесшовных труб. Это дает возможность потребителям подобрать для своих целей наиболее подходящий им вариант, исходя из технических характеристик изделий.
Выпуск горячекатаных трубопрокатов сопряжен с применением разного рода оборудования. Поэтому продукция данной категории может значительно отличаться по технологии производства и размерам готовых изделий.

Таким образом, основные отличительные качества бесшовных изделий друг от друга заключаются в их индивидуальных размерных параметрах.
Чтобы получить бесшовную трубу, можно использовать металлический слиток, прокатанный на специальном станке, выполняющем отверстие в центре заготовки. Однако есть и другая технология – для нее требуется цилиндрическая заготовка, в которой высверливают отверстие.
Размеры горячекатаных бесшовных труб определяются исходя из внешнего диаметра, а по толщине стенок они могут подразделяться на толстостенные и тонкостенные.
Достоинства трубопрокатов без швов
Одним из главных достоинств сплошных трубопрокатных изделий можно назвать их высокую прочность и устойчивость к внешним воздействиям и повреждениям, которая достигается за счет отсутствия сварного шва и продольных стыков.
Кроме того, благодаря производству горячекатаных труб из толстой листовой стали, такие изделия устойчивы к окислению и имеют высокую сопротивляемость коррозии. Хотя это и приносит некоторые сложности при монтаже, ведь они плохо гнутся. Стоит отметить, что диаметр горячедеформированных труб должен точно соответствовать техническим характеристикам строения, иначе его использование нецелесообразно.
Бесшовным трубам, изготовленным из стали различных марок, присуща хорошая теплопроводность наряду с незначительными показателями линейного расширения от воздействия высокой температуры.
Так, можно утверждать, что оптимальным вариантом для сооружения каких-либо коммуникаций могут стать именно горячекатаные трубы. С помощью соединительных узлов возможно сооружение металлоконструкций для различных целей. Однако всегда стоит помнить о том, что важно придерживаться технологии сборки всех конструктивных элементов сооружения.
Отметим также, что отличная прочность цельнотянутых горячекатаных стальных труб позволяет их использовать для работы с высоким давлением и температурой.
Трубопрокатный завод — производство бесшовных труб
Пишет фотоблоггер Виктор Борисов ака victorprofessor: ТОО «KSP Steel» — первый производитель стальных бесшовных труб в Казахстане. Общая площадь, на которой размещены производственные объекты предприятия, составляет около 133 га. Здесь трудятся более 7500 профессионально подготовленных специалистов. Предприятие работает с законченным циклом производства — от сырья до готовой продукции. Производственный комплекс завода включает сталеплавильный цех, трубопрокатное производство и линии чистовой обработки труб. Такая, интегрированная структура, поддерживаемая Системой менеджмента качества, позволяет максимально эффективно реализовать потенциал компании.

Основная деятельность завода связана с производством стальных бесшовных труб различного диаметра и назначения. Сегодня продукция компании с успехом используется при строительстве трубопроводов, на объектах нефтегазодобывающих и геологоразведочных компаний, машиностроительными и промышленными предприятиями Казахстана. Помимо поставок на внутренний рынок, она активно экспортируется в страны СНГ и государства дальнего зарубежья, в том числе США.
Проектная мощность завода составляет 270 тыс. тонн стальных бесшовных труб в год. Предприятие способно ежегодно производить до 50 тыс. тонн насосно-компрессорных (НКТ), 150 тыс. тонн обсадных, и 150 тыс. тонн нефтепроводных труб. Завод оснащен оборудованием Danieli, MAC, Cartacci, Tuboscope, Bronx, Colinet, PMC, Tiede, Sidermontaggi.
Завод располагает собственным сталеплавильным цехом, обеспечивающим литой заготовкой трубопрокатное производство. Это гарантирует стабильность производства и своевременное выполнение заказов потребителя, а также является ключевым фактором для достижения и сохранения постоянного уровня качества конечной продукции завода. Цех спроектирован для выпуска всех марок стали по стандартам API 5L, API 5CT, ASTM, а также ГОСТ.
Сталеплавильное производство включает две очереди общей производительностью 800 тыс. тонн в год. В их состав входит электросталеплавильное отделение, состоящее из двух 60-тонных электродуговых печей (ДСП-60), двух агрегатов печь-ковш по 60 т, оборудования вакуумной дегазации, а также двух трехручьевых установок непрерывной разливки стали (МНЛЗ).
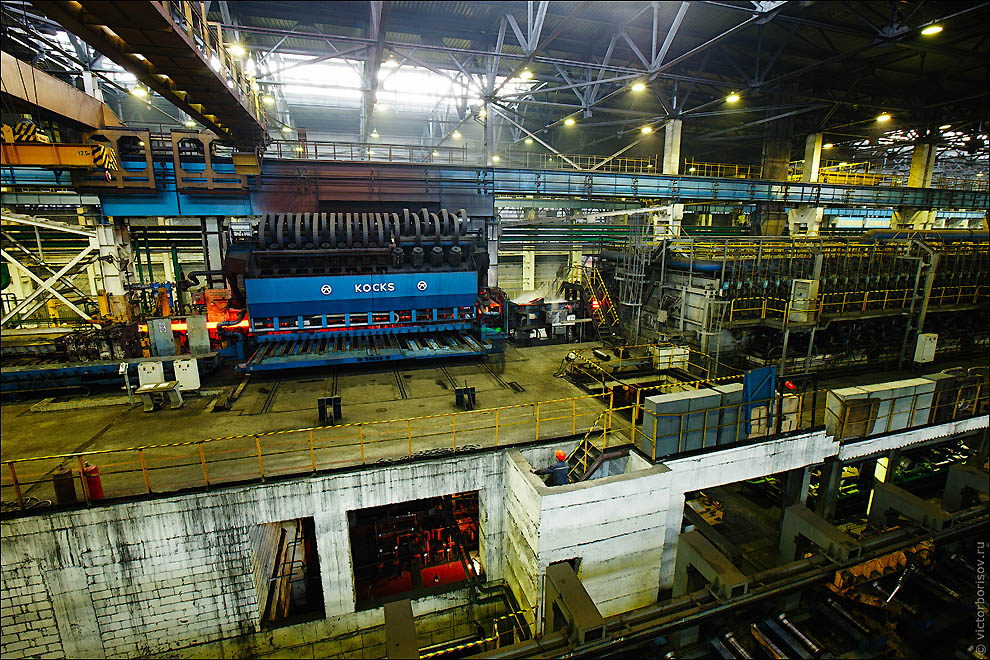
А теперь перемещаемся на трубопрокатное производство. Процесс производства трубы происходит следующим образом: круглая литая заготовка поступает на линию горячей прокатки, на которой режется, нагревается, прошивается и прокатывается до получения трубы требуемой длины и толщины стенки.

2. Сердцем трубопрокатного производства KSP Steel является технологический комплекс, спроектированный одним из ведущих мировых поставщиков оборудования для металлургической промышленности — компанией Danieli.

3. Вот это — заготовка непрерывнолитая круглая. Диаметр от 150 до 300 мм, длина 5-12 метров. Производится по ОСТ-14-21-77. Именно из этих заготовок делают стальные бесшовные трубы.
Линия горячей прокатки
Линия горячей прокатки предназначена для преобразования литой заготовки в полую с определенным диаметром и толщиной стенки. Диаметр получаемых на линии труб – в диапазоне от 2.3/8” (60,3 мм) до 13.5/8” (346,1 мм).

4. Сначала заготовку помещают в карусельную нагревательную печь, где она равномерно нагревается до температуры 1280 °C.

5. После этого конвейер перемещает раскаленную заголовку к комплексу прокатки, который состоит из нескольких этапов.

6. Сначала прошивной стан с валками конического типа прошивает сплошную заготовку в полую, образуя гильзу.

7. Затем непрерывный стан горячей прокатки труб на удерживаемой оправке с шестью клетями формирует при помощи оправки помещенной внутрь гильзы толщину стенки для будущей трубы.
8. После будущая труба попадает в печь для повторного нагрева, которая выравнивает температуру трубы на уровне 900 °C, что позволяет получить более однородную микроструктуру стали.

9. На следующем этапе труба попадает в редукционный стан, где прокатывается до конечного диаметра и толщины стенки.
10. Стан состоит из 24 трехвалковых клетей. Последние три клети имеют регулируемые валки для достижения, при одинаковом номинальном диаметре, диапазона допусков по внешнему диаметру для разных спецификаций.

11. Затем изготовленные трубы попадают на стол охлаждения. Далее они перемещаются на систему резки труб, где их разрезают на требуемую длину.
Вдоль всей линии горячей прокатки установлены системы контроля, основанные на лазерной технологии, предназначенные как для мониторинга оборудования, так и для измерения диаметра и толщины стенки прокатываемой и готовой трубы. В конце линии труба проходит технологический контроль на установке неразрушающего контроля.
Линии термообработки, контроля качества и чистовой обработки

12. Линия по высадке концов труб предназначена для труб с диаметром в диапазоне от 2.3/8” (60,3 мм) до 5.1/2” (139,7 мм).

13. Высадка выполняется, когда требуется усиление резьбовой части трубы в соответствии с ожидаемым динамическим напряжением во время ее эксплуатации.

14. Упрочнение осуществляется в горячем состоянии посредством высадки концов трубы для получения короткой части концов трубы с утолщением.

15. Линии по нарезке резьбы для НКТ (насосно-компрессорные трубы) и обсадных труб.

16. Здесь осуществляется нарезка резьбы на обоих концах трубы, а также навинчивание муфты на одном из них.

17. Распределение процессов чистовой обработки по линиям позволяет производственному циклу быть очень гибким, в соответствии со спецификациями на сам продукт и спецификациями на марку стали.
18. Линия ультразвукового контроля качества позволяет обнаружить продольные и поперечные дефекты на внутренней и внешней поверхности и внутри стенки трубы, а также другие возможные отклонения от допусков по толщине стенки, которые не были обнаружены при предыдущих операциях контроля.

19. Трехвалковая клеть для горячей прокатки.

20. После завершения всех необходимых операций трубы готовы к отгрузке.
Различия горячекатаных и холоднокатаных труб
Высокий спрос на стальные трубы объяснить довольно просто – они являются основным элементом системы подачи воды, газа или отопления. В некоторых системах наличие так называемых бесшовных труб, обеспечивающих высокую герметичность, обязательно. По методу изготовления, все бесшовные трубы делятся на горячекатаные и холоднокатаные изделия. Метод определяет дальнейшие свойства стали, соответственно, и конечного продукта.
Основные отличия в изготовлении
Для понимания особенностей двух видов труб нужно сделать акцент на том, что холоднокатаные трубы создаются модернизированным методом горячего проката, соответственно, первым делом рассмотреть нужно именно технологию создания горячекатаных изделий. В качестве основы для создания трубы может выступать как кованая заготовка, так и цельнолитная. Она разогревается до температуры 1200 градусов, хотя на это влияет выбранная марка стали. В их производстве используются специальные трубопрокатные станы.
Метод имеет ярко выраженные минусы: низкий в сравнении с другими показатель точности, а также ощутимые допуски по толщине. Технология горячего проката может использоваться только для заготовок с толстыми стенками и большим диаметром.Процесс создания труб таким образом проходит несколько этапов:
- Выбранная заготовка разогревается до 900-1200 градусов.
- При помощи прошивочного пресса создается «гильза», или пустотелый цилиндр.
- Далее идет очередь процесса вальцовки, который нужен для создания точных параметров изделия, а именно толщины стенок, диаметров и формы.
- После этого выполняется охлаждение трубы с последующей калибровкой.
- Финальным шагом является нарезка изделия.
Что касается холоднокатаных труб, то для их создания не могут использоваться сверхвысокие температуры. После обработанная на прошивочном прессе заготовка подлежит охлаждению, так как дальнейшая калибровка производится только при низких температурах материала. Для создания таких труб может использоваться углеродистая, легированная и высоколегированная марка стали.
В целом холоднокатаные трубы способны переносить большие нагрузки, а технология позволяет получить более тонкие стенки. Это влияет на общий вес конструкции, что позволяет применять холоднокатаные трубы в требовательных сферах. Но указанные свойства сказываются на стоимости готовых изделий. Трубы с более низким качеством поверхности, полученные методом горячего проката, стоят дешевле.
Различия
Материалом для бесшовной трубы горячего проката обычно выступают стали марок 10, 20, 35,45, 15ХМ,30ХГСА,09Г2С. Есть строгие требования по давлению: оно не может превышать 20 Мпа. При этом толщина стенок не может отклоняться более, чем на 12,5%. Диаметр может отклоняться только на 1,25 процентов. Здесь важно вспомнить, что существует классификация изделий по толщине стенок. Тонкостенными считаются те трубы, толщина стенок которых находится в диапазоне 6-12,5 мм, а трубы с толщиной стен 12-40 мм считаются уже толстостенными.
Учитывая отсутствие швов, подобные трубы используются в системах, где нельзя допускать возникновения протечек. В большей степени это относится к газовым системам. С их помощью можно транспортировать различные газы и жидкости, начиная от обычной воды и заканчивая химически активными средами. Невосприимчивость к средам обеспечивается за счет использования легированных марок стали. Марка материала во многом определяет свойства бесшовной трубы. Есть трубы с нормированными механическими, химическими свойствами, есть трубы, способные переносить гидравлическую нагрузку, и есть комбинированные изделия, которые в определенных пределах совмещают возможности и первых, и вторых.
Области использования горячекатаных труб представлены сразу несколькими сферами: обустройство бытовых инженерных систем, котельных, химическая и нефтедобывающая промышленность.
Материалом для бесшовной трубы холодного проката может выступать и углеродистая, и легированная сталь. Тут также используется разделение изделий по толщине стенок:
1. При наличии толщины стенок не более 0,5 мм изделие будет считаться особо тонкостенным. Также для попадания в эту категорию нужно иметь отношение диаметра к толщине более 40 единиц.
2. К обычным тонкостенным изделиям относятся трубы, имеющие толщину стенок, равную 1,5 мм, а также те, чье отношении диаметра к стенке находится в пределах 12,5-40 мм.
3. Маркировка «толстостенная труба» изделие получает тогда, когда соотношение диаметра и толщины стенок не превышает 6 мм. Если труба имеет отношение, близкое к 6 мм, то она будет называться особо толстостенной.
Подобные трубы имеют особо ровную поверхность. Это достигается благодаря требованиям к кривизне произвольного участка. При толщине стенки в более 10 мм кривизна не может превышать 1,5 мм, при толщине менее 8 мм кривизна не может превышать 3 мм. Есть требования и к диаметру изделий. Если труба имеет особо малый диаметр, то допускается отклонение на 1,5 процентов. В обычном случае применяется отклонение, равное 0,8 процентов. Толщина стенок может отличаться от установленного параметра на 12 и 8 процентов соответственно.
Используемые технологии производства делают готовое бесшовное изделие компактной и легкой. Подобные изделия активно используются в медицинской сфере, в энергетической промышленности, в космонавтике.В отличие от горячекатаных труб, трубы холодного проката могут иметь очень маленький диаметр и малую толщину стенок. Наибольшую востребованность получили трубы, у которых диаметр не превышает 14 см.
Чтобы определится с выбором труб, нужно точно понимать, какой состав будет у транспортируемого по трубам вещества. Немаловажными факторами являются фактор давления и внешние условия. Только тогда будет понятно, какой должен быть материал труб, метод изготовления и другие важные аспекты.
