
Сборочные работы проводим в обратном порядке
Организация эффективного управления
Главная страница » Блог » Обратное планирование процесса работы
Обратное планирование процесса работы

Планирование в целом, планирование процесса работы и мотивация – вот три вещи, о которых не писал только ленивый. Метод обратного планирования часто используется и пропагандируется в области личной эффективности, но почему-то часто избегается в корпоративной сфере. А зря.
Как осуществлять обратное планирование процесса работы
Концептуально можно выделить 2 направления планирования – прямое и обратное. Смысл тут именно в направлении.
Прямое планирование – это определение последовательных шагов действий в направлении цели. То есть мы начинаем планировать исходя из того, где мы находимся сейчас и что нужно сделать дальше.
Обратное планирование, как подсказывает капитан очевидность, идет в обратном направлении – от цели к текущему состоянию. Этот подход работает намного лучше и вот почему:
- Исходя из того, где вы хотите оказаться, определяется то и только то, что нужно сделать для достижения цели.
- Последовательно планируя действия от цели, шанс запутаться или упустить что-то важное из виду становится намного меньше.
- Обратное планирование позволяет эффективно концентрироваться на выполнении действий, ориентированных на достижение цели.
- При обратном планировании уменьшается неопределенность.
А теперь давайте посмотрим, как работает обратное планирование процесса работы.
Шаг 1 – Цель
Нас никак не сбить с пути, нам пофигу куда идти. Народная мудрость шутка
Буду банален. Но любое планирование начинается с определения цели. Нам нужно выстроить конкретный процесс работы, а для этого нужно понимать, зачем работа выполняется.
Любое действие должно иметь и, скорее всего, имеет какую-то цель. Даже если вы ничего не делаете и просто бездельничаете, тут есть определенная цель. Отдых и получение удовольствия – это тоже очень даже цели.
Цель может быть простой или разветвленной, а также может состоять из последовательности или целого дерева целей.
Для примера остановимся на простой цели – подготовить отчет о продажах. Достаточно ли этого определения цели? Скорее всего, нет. Непонятно, когда нужно его выполнить и какие требования к отчету. Поэтому переходим к шагу 2.
Шаг 2 – конкретизируйте цель.
Чтобы обратное планирование процесса работы сработало, цель должна быть понятной с точки зрения сроков достижения и требований.
Поэтому цель – подготовить отчет по продажам к пятнице. Требования к отчету:
- Отчет должен включать в себя данные по продажам в натуральном (штуках) и финансовом выражении.
- Отчет должен охватывать все продукты, которые мы продаем
- Горизонт отчета – 1 месяц – январь этого года
- Шаг отчета – 1 день
- В отчете должны быть видны пики продаж и их причины
- Формат отчета – электронный документ Excel
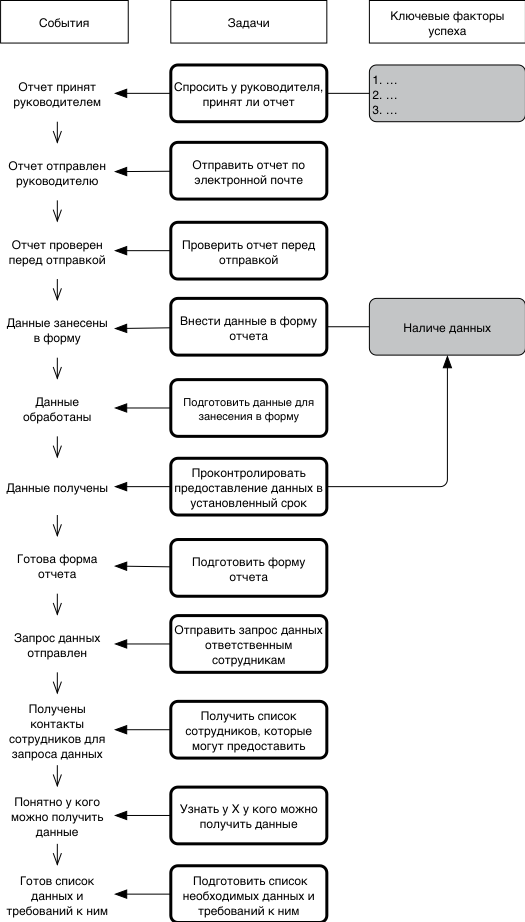
Шаг 3 – составьте список событий в обратном порядке
Событие – это результат выполнения задачи. То есть фактически вы еще планируете и задачи для достижения цели. Обратный порядок означает то, что события необходимо расписывать в том порядке, как они происходят от конца, т.е. цели – к началу, т.е. к тому, где вы находитесь сейчас.
- Отчет принят руководителем
- Отчет отправлен руководителю
- Отчет проверен перед отправкой
- Данные занесены в форму
- Данные обработаны
- Данные получены
- Готова форма отчета
- Запрос данных отправлен
- Получены контакты сотрудников для запроса данных
- Понятно, у кого можно получить данные
- Готов список данных и требований к ним
Шаг 4 – список задач
Вот теперь можно составить список задач, который необходимо выполнить для того, чтобы события стали реальностью, а цель стала достигнута.
Для этого проще всего задать вопрос «Что нужно сделать, чтобы … (название события) произошло?»
Таким образом, последовательно, шаг за шагом вы составите список конкретных дел, которые приведут к цели.
В нашем случае список задач будет выглядеть следующим образом:
- Спросить у руководителя, принят ли отчет.
- Отправить отчет по электронной почте
- Проверить отчет перед отправкой
- Внести данные в форму отчета
- Подготовить данные для занесения в форму
- Проконтролировать предоставление данных в установленный срок
- Подготовить форму отчета
- Отправить запрос данных ответственным сотрудникам
- Получить список сотрудников, которые могут предоставить данные и их контакты
- Узнать у Х, у кого можно получить данные
- Подготовить список необходимых данных и требований к ним
В принципе, на этом можно было бы остановиться, но для более сложных задач я бы рекомендовал выполнить еще один шаг.
Шаг 5 – проверьте ключевые факторы успеха.
Несмотря на «громкое» название, ключевые факторы успеха в данном разрезе – это весьма просто.
Смысл в том, чтобы понять, какие факторы важны для выполнения каждой задачи. Как правило, к таким факторам относится наличие тех или иных ресурсов: время, информация, материалы, деньги и т.д.
Кроме того, выполнение некоторых задач из списка само по себе обеспечивает факторы успеха и критично для дальнейших действий. Например, вы не можете внести данные в форму до тех пор, пока эти самые данные не получите. Так что «наличие данных» является ключевым фактором успеха.
 Обратное планирование процесса работы
Обратное планирование процесса работы
Планирование процесса работы в соответствии с обратным подходом применимо для любой сложности и иерархии целей и задач. Главное – соблюдать порядок и принципы:
- Сначала поставьте цель и все планирование выстраивайте в обратном порядке – от цели к текущему положению.
- Для детализации и проверки цепочки задач соблюдайте связку «событие – действие – ключевые факторы успеха»
- В очень сложных случаях рассматривайте задачи как цели и применяйте к ним обратное планирование процесса работы
Сборочные работы проводим в обратном порядке
![]()
![]()
Технологический процесс сборки заключается в соединении деталей в сборочные единицы (узлы), а сборочных единиц и отдельных деталей — в механизмы (агрегаты) и машины с обеспечением установленных технической документацией требований к точности, силовому взаимодействию деталей, гарантированных зазоров или натяга и т.д.
Организация процесса сборки машины базируется на следующих основных принципах:
— обеспечение высокого качества собираемого изделия, гарантирующего необходимые его долговечность и надежность в эксплуатации;
— минимальный цикл сборки;
— применение средств механизации, обеспечивающих повышение производительности и безопасные условия выполнения сборочных работ и др
При составлении схемы сборочной единицы используют понятия «базовая деталь» и «базовая сборочная единица». С базовой детали начинается сборка сборочной единицы, а с базовой сборочной единицы — сборка изделия.
Основными видами сборки при изготовлении и ремонте машин и оборудования являются следующие.
Предварительная сборка, при которой собранные узлы или изделие в целом подлежат разборке, например, для определения размера неподвижного компенсатора.
Промежуточная сборка, выполняемая для решения определенных технологических задач, в частности, для подготовки сборной детали к механической обработке. Например, предварительная сборка корпуса редуктора с крышкой необходима для последующей совместной обработки в них отверстий под подшипники и т.п.
Сборка под сварку, обеспечивающая с помощью специального приспособления относительное положение заготовок перед сваркой, необходимое для обеспечения требуемой точности изделия.
Окончательная сборка, как заключительная стадия получения данного изделия в процессе его изготовления или ремонта без последующей его разборки.
По подвижности собираемого изделия сборка подразделяется на стационарную и подвижную, а по организации производства — на непоточную, групповую и поточную.
Непоточная стационарная сборка характеризуется тем, что весь процесс сборки изделия и его сборочных единиц выполняется на одной сборочной позиции: на сборочной площадке цеха, стенде и т.п. Базовые детали изделия должны быть установлены в таком же положении, что и на месте его эксплуатации.
Непоточная стационарная сборка с расчленением сборочных работ предполагает выделение узловой и общей сборки. Благодаря этому сборка различных узлов машины может выполняться одновременно (параллельно), что позволяет существенно сократить длительность ремонта по сравнению с непоточной стационарной сборкой.
Непоточная подвижная сборка характеризуется последовательным перемещением собираемого изделия от одной позиции к другой с распределением между ними операций технологического процесса сборки.
Поточная сборка отличается тем, что все операции процесса выполняются синхронно за одинаковый промежуток времени — такт, или кратный ему.
Поточная стационарная сборка является одной из форм поточной сборки и применяется при сборке тяжелых, громоздких и неудобных для транспортирования изделий. Она отличается тем, что все изделия собираются на постоянных местах без перемещения, а рабочие переходят от одного изделия к другому через периоды времени, равные такту, и выполняют закрепленные за ними операции.
Технологический процесс сборки работы, которые можно отнести к следующим видам:
— подготовительные работы — приведение деталей и сборочных единиц в состояние, требуемое условиями сборки: расконсервация, очистка, мойка, сортировка на размерные группы, комплектование, укладка в тару, транспортирование и др.;
— пригоночные работы по обеспечению возможности сборки соединений: правка, сверление и развертывание отверстий в сборе, калибрование гладких и резьбовых отверстий, зачистка, опиливание, шабрение, притирка поверхностей деталей и т.д.;
— собственно сборочные работы — получение в соответствии с чертежом разборных или неразборных соединений деталей, сборочных единиц и изделий свинчиванием, запрессовыванием, клепкой, паянием и др. методами;
— регулировочные работы для обеспечения требуемой точности взаимного расположения и относительного перемещения деталей в сборочных единицах;
— контрольные работы, выполняемые в процессе сборки и после ее окончания с целью проверки соответствия сборочных единиц и изделий требованиям, установленным технической документацией;
— демонтажные работы — частичная разборка собранного изделия для обеспечения возможности доставки его потребителю.
Заданную точность сборки можно получить различными методами :Метод полной взаимозаменяемости характеризуется пригодностью для сборки любой детали, узла или агрегата данной партии без дополнительной обработки и пригонки.
Метод неполной взаимозаменяемости состоит в том, что допуски на размеры деталей, составляющих размерную цепь, преднамеренно расширяют для снижения их себестоимости.
Метод групповой взаимозаменяемости (селективной сборки или подбора) характеризуется тем, что требуемые зазоры или натяги в соединениях получают путем сборки деталей, относящихся к одной из размерных групп, на которые они предварительно рассортированы.
При методе регулировки необходимая точность сборки достигается путем изменения величины или положения компенсирующего звена. Метод пригонки (обработки детали по месту) состоит в том, что требуемая точность сборки достигается изменением размера одной из деталей (компенсатора) путем срезания с нее определенного слоя материала. Наиболее распространенныеметоды пригонки — точение, шлифование, опиливание, шабрение, притирка.
Разработка последовательности сборки изделия. Проектирование сборочных операций
Последовательность сборки определяется конструкцией изделия и принятыми методами обеспечения точности замыкающих звеньев размерных цепей.
Общую сборку начинают с установки базовой детали, в качестве которой обычно используется рама, станина, основание и т.п. Базовую деталь ставят в положение, удобное для сборки. Если эта деталь недостаточно жесткая, то ее устанавливают (часто с выверкой) в жесткое приспособление и при подвижной сборке перемещают вместе с этим приспособлением. С установки базовой детали начинают сборку любого узла. После установки базовой детали на нее последовательно монтируют все детали и узлы.
При разработке последовательности сборки нужно придерживаться следующих общих рекомендаций.
- 1. Последовательность установки деталей должна быть такой, чтобы ранее смонтированные детали не мешали установке следующих.
- 2. Необходимо стремиться к тому, чтобы в процессе сборки машины были минимальны частичные разборки ранее собранных узлов.
- 3. Трудоемкость сборки большинства узлов должна быть примерно одинаковой.
- 4. При обеспечении точности замыкающих звеньев размерных цепей методом пригонки пригоночные работы нужно выполнять вне собираемого изделия.
Последовательность сборки очень удобно представлять в виде схем (рис. 7.25), которые разрабатываются на основе сборочных чертежей изделия. Сначала разрабатывают схему общей сборки (рис. 7.25, а), а затем — схемы узловой сборки (рис. 7.25, б). Детали

Рис. 7.25. Схемы сборки: а — общей; б — узловой и узлы на схемах сборки изображают в виде прямоугольников. Для обозначения детали в прямоугольнике указывают ее наименование, номер позиции и количество. Узел обозначают по базовой детали, с которой начинают его сборку, добавляя перед номером позиции этой детали индекс «Сб.». Схемы сборки могут содержать надписи, поясняющие характер сборочных работ (рис. 7.25, б).
Схемы сборки являются документами, по которым работники сборочного цеха знакомятся с последовательностью сборки изделия и содержанием сборочных работ, организуют процесс сборки, ведут комплектование деталей и узлов и их подачу в определенной последовательности к местам сборки.
На основе схем сборки разрабатывают технологический процесс сборки. Производят формирование операций, выбирают или проектируют и изготавливают средства технологического оснащения сборки, определяют нормы времени на выполнение сборочных операций.
Нормирование сборочных работ производится с использованием нормативов времени на слесарно-сборочные работы, которые содержат нормы оперативного времени выполнения наиболее распространенных сборочных переходов.
Содержание сборочных операций зависит от типа производства и соответствующей ему организационной формы сборки.
При непоточной стационарной сборке стремятся к тому, чтобы операция включала комплекс переходов, выполнение которых можно возложить на рабочего или бригаду рабочих, специализирующихся на выполнении данного вида работ. Часто операцию составляет сборка какого-либо узла.
При непоточной подвижной, поточной стационарной и подвижной сборках длительность операций должна быть равной или кратной такту выпуска изделий. Если длительность операции в целое число раз превышает такт выпуска, то ее нужно выполнять в несколько потоков. Синхронизация сборочных операций при поточной сборке может быть достигнута путем изменения их содержания, изыскания более производительных методов сборки, использования более производительного оборудования и технологической оснастки, а также изменения режимов работы оборудования.
На рис. 7.26 в качестве примера приведен эскиз узла (ступицы); на рис. 7.27 дана схема его сборки. Процесс сборки начинают со сборки шкива (Сб. 8). Этот процесс заключается в последовательной установке внутрь шкива 8 уплотнительного кольца 10, первого подшипника 7, втулки 12 и второго подшипника 7. После этого

Рис. 7.26. Эскиз узла (ступицы)
шкив (Сб. 8) напрессовывают на ступицу 77 и устанавливают стопорное кольцо 3. Далее собирают фланец (Сб. 5), при этом устанавливают на фланец 5 крышку 7, закрепляют ее винтами 2 и ставят прокладку 6. Затем собранный фланец (Сб. 5) привертывают винтами 4 к частично собранной ступице и получают собранный узел (Сб. 11).
Наименование и содержание операций технологического процесса сборки ступицы представлено в табл. 7.2.
Технологический процесс сборки ступицы
Организация эффективного управления
Главная страница » Блог » Обратное планирование процесса работы
Обратное планирование процесса работы
Планирование в целом, планирование процесса работы и мотивация – вот три вещи, о которых не писал только ленивый. Метод обратного планирования часто используется и пропагандируется в области личной эффективности, но почему-то часто избегается в корпоративной сфере. А зря.
Как осуществлять обратное планирование процесса работы
Концептуально можно выделить 2 направления планирования – прямое и обратное. Смысл тут именно в направлении.
Прямое планирование – это определение последовательных шагов действий в направлении цели. То есть мы начинаем планировать исходя из того, где мы находимся сейчас и что нужно сделать дальше.
Обратное планирование, как подсказывает капитан очевидность, идет в обратном направлении – от цели к текущему состоянию. Этот подход работает намного лучше и вот почему:
- Исходя из того, где вы хотите оказаться, определяется то и только то, что нужно сделать для достижения цели.
- Последовательно планируя действия от цели, шанс запутаться или упустить что-то важное из виду становится намного меньше.
- Обратное планирование позволяет эффективно концентрироваться на выполнении действий, ориентированных на достижение цели.
- При обратном планировании уменьшается неопределенность.
А теперь давайте посмотрим, как работает обратное планирование процесса работы.
Шаг 1 – Цель
Нас никак не сбить с пути, нам пофигу куда идти. Народная мудрость шутка
Буду банален. Но любое планирование начинается с определения цели. Нам нужно выстроить конкретный процесс работы, а для этого нужно понимать, зачем работа выполняется.
Любое действие должно иметь и, скорее всего, имеет какую-то цель. Даже если вы ничего не делаете и просто бездельничаете, тут есть определенная цель. Отдых и получение удовольствия – это тоже очень даже цели.
Цель может быть простой или разветвленной, а также может состоять из последовательности или целого дерева целей.
Для примера остановимся на простой цели – подготовить отчет о продажах. Достаточно ли этого определения цели? Скорее всего, нет. Непонятно, когда нужно его выполнить и какие требования к отчету. Поэтому переходим к шагу 2.
Шаг 2 – конкретизируйте цель.
Чтобы обратное планирование процесса работы сработало, цель должна быть понятной с точки зрения сроков достижения и требований.
Поэтому цель – подготовить отчет по продажам к пятнице. Требования к отчету:
- Отчет должен включать в себя данные по продажам в натуральном (штуках) и финансовом выражении.
- Отчет должен охватывать все продукты, которые мы продаем
- Горизонт отчета – 1 месяц – январь этого года
- Шаг отчета – 1 день
- В отчете должны быть видны пики продаж и их причины
- Формат отчета – электронный документ Excel
Шаг 3 – составьте список событий в обратном порядке
Событие – это результат выполнения задачи. То есть фактически вы еще планируете и задачи для достижения цели. Обратный порядок означает то, что события необходимо расписывать в том порядке, как они происходят от конца, т.е. цели – к началу, т.е. к тому, где вы находитесь сейчас.
- Отчет принят руководителем
- Отчет отправлен руководителю
- Отчет проверен перед отправкой
- Данные занесены в форму
- Данные обработаны
- Данные получены
- Готова форма отчета
- Запрос данных отправлен
- Получены контакты сотрудников для запроса данных
- Понятно, у кого можно получить данные
- Готов список данных и требований к ним
Шаг 4 – список задач
Вот теперь можно составить список задач, который необходимо выполнить для того, чтобы события стали реальностью, а цель стала достигнута.
Для этого проще всего задать вопрос «Что нужно сделать, чтобы … (название события) произошло?»
Таким образом, последовательно, шаг за шагом вы составите список конкретных дел, которые приведут к цели.
В нашем случае список задач будет выглядеть следующим образом:
- Спросить у руководителя, принят ли отчет.
- Отправить отчет по электронной почте
- Проверить отчет перед отправкой
- Внести данные в форму отчета
- Подготовить данные для занесения в форму
- Проконтролировать предоставление данных в установленный срок
- Подготовить форму отчета
- Отправить запрос данных ответственным сотрудникам
- Получить список сотрудников, которые могут предоставить данные и их контакты
- Узнать у Х, у кого можно получить данные
- Подготовить список необходимых данных и требований к ним
В принципе, на этом можно было бы остановиться, но для более сложных задач я бы рекомендовал выполнить еще один шаг.
Шаг 5 – проверьте ключевые факторы успеха.
Несмотря на «громкое» название, ключевые факторы успеха в данном разрезе – это весьма просто.
Смысл в том, чтобы понять, какие факторы важны для выполнения каждой задачи. Как правило, к таким факторам относится наличие тех или иных ресурсов: время, информация, материалы, деньги и т.д.
Кроме того, выполнение некоторых задач из списка само по себе обеспечивает факторы успеха и критично для дальнейших действий. Например, вы не можете внести данные в форму до тех пор, пока эти самые данные не получите. Так что «наличие данных» является ключевым фактором успеха.
Обратное планирование процесса работы
Планирование процесса работы в соответствии с обратным подходом применимо для любой сложности и иерархии целей и задач. Главное – соблюдать порядок и принципы:
- Сначала поставьте цель и все планирование выстраивайте в обратном порядке – от цели к текущему положению.
- Для детализации и проверки цепочки задач соблюдайте связку «событие – действие – ключевые факторы успеха»
- В очень сложных случаях рассматривайте задачи как цели и применяйте к ним обратное планирование процесса работы
