
Самодельный эксцентриковый зажим в кровельных станках
Самодельный листогиб с эксцентриковыми зажимами
Если в мастерской или гараже приходится часто работать с тонким листовым металлом, то вам однозначно пригодится листогибочный станок. Причем его очень просто изготовить своими руками, используя доступные материалы.
В данном обзоре рассмотрим вариант самодельного листогиба с эксцентриковыми зажимами. Их наличие существенно упрощает работу.

Для изготовления основания и прижимной планки листогибочного станка потребуется металлический уголок и дверные петли.
В первую очередь отрезаем два куска уголка. Делаем разметку, сверлим отверстия, после чего прикручиваем к уголкам петли.

Рекомендуем также прочитать статью: как изготовить компактный настольный листогибочный станок своими руками. Данный вариант листогиба отличается более компактными размерами.
Основные этапы работ
На следующем этапе приступаем к изготовлению эксцентриковых зажимов. От стального кругляка необходимо отрезать две заготовки. Сверлим в них отверстия со смещением от центра.

К уголку автор приваривает крепления для эксцентриковых зажимов. В них нужно просверлить отверстия. Потом с помощью винта и гайки крепятся куски кругляка. К ним нужно приварить ручку из круглого прутка.


Непосредственно под эксцентриковыми зажимами автор размещает кусок толстой металлической полосы. Потом останется только изготовить ручки, и можно приступать к сборке.

Процесс изготовления самодельного листогиба с эксцентриковыми зажимами можно посмотреть в видеоролике на нашем сайте.

Предыдущий пост
Гидравлический пресс своими руками из домкрата авто

Следующий пост
Самодельный вездеход на базе автомобиля ЗИЛ-157
Комментарии
Информационно-развлекательный интернет журнал
Копирование материалов
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Эксцентриковый зажим
 Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом.
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом.
. – мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода винтовые механизмы превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
Расчет в Excel эксцентрикового зажима.
На рисунке ниже изображена геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.
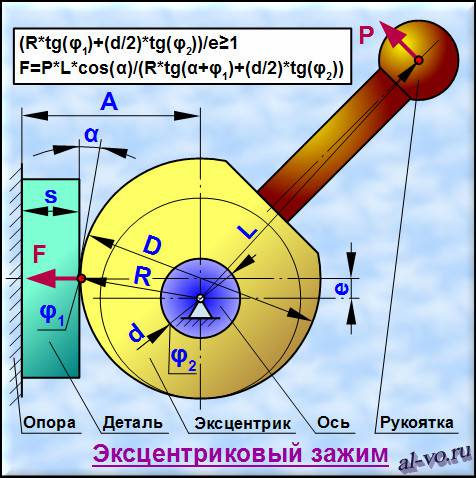
Показанное положение механизма характеризуется максимально возможным углом α , при этом прямая, проходящая через ось вращения и центр окружности эксцентрика перпендикулярна прямой, проведенной через точку контакта детали с кулачком и точку центра наружной окружности.
Если повернуть кулачок на 90˚ по часовой стрелке относительно изображенного на схеме положения, то между деталью и рабочей поверхностью эксцентрика образуется зазор равный по величине эксцентриситету e . Этот зазор необходим для свободной установки и снятия детали.
Программа в MS Excel:
В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Значение коэффициента трения «деталь — эксцентрик» соответствует случаю «сталь по стали без смазки». Величина коэффициента трения «ось — эксцентрик» выбрана для варианта «сталь по стали со смазкой». Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.

Алгоритм:
9. φ1 =arctg ( f1 )
10. φ2 =arctg ( f2 )
11. α =arctg (2* e / D )
12. R = D/ (2*cos ( α ))
13. A = s + R *cos ( α )
14. e ≤ R * f1 +( d /2)* f2
Если условие выполняется – самоторможение обеспечивается.
15. F = P * L *cos( α )/( R *tg( α + φ1 )+( d /2)*tg( φ2 ))
16. k = F / P
Если по заданному усилию прижима или коэффициенту передачи силы требуется определить размеры эксцентрика, то можно легко решить эту обратную задачу, используя сервис Excel «Подбор параметра». Что это такое и как этим сервисом пользоваться подробно рассказано и показано в видео в конце статьи о теплообменнике.
Заключение.
Выбранное для расчетов и изображенное на схеме положение эксцентрикового зажима является самым «невыгодным» с точки зрения самоторможения и выигрыша в силе. Но выбор такой не случаен. Если в таком рабочем положении рассчитанные силовые и геометрические параметры удовлетворяют разработчика, то в любых иных положениях эксцентриковый зажим будет обладать еще большим коэффициентом передачи силы и лучшими условиями самоторможения.
Уход при проектировании от рассмотренного положения в сторону уменьшения размера A при сохранении без изменений прочих размеров приведет к уменьшению зазора для установки детали.
Увеличение размера A может создать ситуацию при износе в процессе эксплуатации эксцентрика и значительных колебаниях толщины s , когда зажать деталь окажется просто невозможно.
В статье умышленно ничего не упоминалось до сих пор о материалах, из которых можно изготовить кулачки. ГОСТ 9061-68 рекомендует для повышения долговечности использовать износостойкую поверхностно-цементированную сталь 20Х. Но на практике эксцентриковый зажим выполняют из самых разнообразных материалов в зависимости от назначения, условий эксплуатации и располагаемых технологических возможностей. Представленный выше расчет в Excel позволяет определять параметры зажимов для кулачков из любых материалов, только нужно не забывать изменять в исходных данных значения коэффициентов трения.
Уважающих труд автора прошу скачивать файл с расчетной программой после подписки на анонсы статей в окне, размещенном в конце статьи или в окне наверху страницы!
Ссылка на скачивание файла: ehkscentrikovyj-zazhim (xls 82,0KB).
Быстрозажимная струбцина своими руками
Струбцина с автоматической фиксацией: как сделать
Польза такого инструмента, как струбцина известна всем мастерам. Не заменимая вещь для столярных и слесарных работ. Также струбцинами часто пользуются сварщики, строителе, автослесаря и домашние мастера.
Конструкций и размеров струбцин различное множество, но в основном все они схожи тем, что их надо затягивать руками – закручивать затяжной винт, после чего предметы, на которые установлена струбцина, надежно фиксируются.Надо заметить, что муторное это дело, каждый раз закручивать и выкручивать винт струбцины, чтобы зафиксировать или освободить предмет.В интернете отыскал вариант струбцины с автоматической фиксацией. Такую струбцину не надо затягивать руками на фиксируемом предмете. Достаточно одного нажатия на верхний подвижный упор струбцины и предмет надежно притянут к краю верстака, допустим, деревянный брусок.
Освободить брусок тоже не составит труда, для этого надо снова нажать на верхний упор и “хватка” струбцины тут же ослабнет, брусок будет освобожден от струбцины.
Как сделать такую струбцину?
Сделать не сложно. Понадобится металлическая полоса и профильная труба 20 размера.
Струбцина состоит из двух упоров, нижнего неподвижного и верхнего подвижного.
Нижний упор
К отрезку металлической полосы с одного края вертикально привариваем профильную трубу. На полосу привариваем накладку сделанную из старого плоского напильника. На этом с изготовлением нижнего упора покончено.

Верхний упор
С его изготовлением будет немного сложнее. Отрезаем полосу такой же длины, что у нижнего упора. Мини дрелью с одного края отрезка полосы пропиливаем отверстие квадратной формы. Размер отверстия должен быть немного больше размера профильной трубы, по которой будет перемещаться это отрезок (верхний упор).
Отрезок с квадратной прорезью надо зажать в тиски и немного согнуть со стороны квадратного отверстия. В этом и заключается конструктивная особенность струбцины, благодаря которой верхний подвижный упор фиксируется на вертикальной профильной трубе.
Далее по размеру накладки (накладка из старого напильника приваренная к нижнему упору), отрезаем пластину и еще одну накладку из напильника (для верхнего упора).
Пластину поперек привариваем к отрезку с квадратным отверстием, по краям пластины сверлим обычные круглые отверстия под болты.
Накладку из напильника прикладываем к пластине с круглыми отверстиями. На накладке по отверстиям пластины делаем метки.
К меткам привариваем болты (шляпки у болтов следует отрезать, чтобы осталась только резьба).

Заготовки верхнего упора сделаны, соединяем их между собой. На приваренные болты устанавливаем пружины, болты вставляем в отверстия пластины, накручиваем барашковые гайки.
Верхний упор собран.

Соединяем нижний и верхний упор – вставляем профильную трубу в квадратное отверстие верхнего упора.
Самоделка готова к использованию!
Как пользоваться, описано в начале статьи. Так упор выглядит на зажатом бруске. Держится довольно крепко, руками не расшатать.

Пружины отжимают с одного края верхнюю пластину с квадратным отверстием, пластина становится на перекос, и стопорится на вертикальной профильной трубе. При повторном нажатии, пластина становится прямо и её снова можно перемещать по трубе.
Самозажимная струбцина: как забацать
zen.yandex.ru
Инструмент для быстрой фиксации предметов!
Из стальной полосы шириною 30 мм отпиливаем два отрезка длиною по 100 мм.
На конец одной пластины наставляем стальной квадрат с шириной стенки 10 мм. Обводим квадрат фломастером.По углам очерченного квадрата сверлим отверстия, далее болгаркой выпиливаем прямые стенки – соединяя между собой просверленные отверстия.В итоге у нас должно получиться отверстие квадратной формы, в которое будет вставляться десятый квадрат.
Прямые стенки отверстия удобнее пропиливать мини дрелью с обрезным диском. Потом доработать плоским напильником.
Пластину с квадратным отверстие зажимаем в тиски (между губок тисков следует зажать именно тот конец пластины, в котором отверстие).
Теперь по зажатой кромке пластины (там, где пластина выступает из губок тисков), сгибаем пластину на небольшой угол – градусов 10 – 15.
Вставляем в отверстие пластины стальной квадрат.
Далее на вторую пластину (без отверстия) наставляем вертикально квадрат. При этом пластины, верхняя согнутая и нижняя, должны находиться одна над другой.
Привариваем квадрат к пластине.
На свободный конец нижней пластины привариваем дополнительную накладку отпиленную из полосы того же размера, что и сама пластина.
Ещё на одну подобную накладку по её центру устанавливаем вертикально болт (шляпкой к пластине), привариваем болт к пластине.
В свободном конце пластины, которая согнута под углом и является верхней, сверлим отверстие диаметром 8 мм под болт приваренный шляпкой к накладке.
На болт надеваем пружину, работающую на сжатие, вставляем болт в просверленное отверстие верхней пластины, и накручиваем барашковую гайку.

Барашковая гайка нужна для удобства регулировки – сжатия пружины.
Инструмент готов!
Получилась у нас самозажимная струбцина, которую не надо затягивать винтом, как у обычных струбцин.
Фиксируемый предмет кладем на край верстака, устанавливаем на него струбцину.
Нажимаем на верхнюю пластину.
Пластина своим загнутым концом с квадратным отверстием перемещается по вертикальному квадрату вниз.
Второй конец пластины с закрепленной на нем накладкой, болтом и пружиной, напротив, оттягивает пластину вверх.
Таким образом верхняя пластина зацепляется (стопорится) квадратным отверстием, которое делается на перекос, о поверхность квадрата.
Фиксируемый предмет надёжно прижимается к верстаку!

Чтобы освободить предмет от струбцины (в нашем примере это деревянный брусок), достаточно снова нажать на край верхней пластины и второй рукой поднять пластину вверх по квадрату.
Быстрозажимная струбцина – самоделка
В арсенале мастеров столярного дела, которые выполняют большой объем работ по склеиванию, имеются корпусные струбцины, такие как Bessey KR Revo, струбцины GROZ, быстрозажимные или трубные струбцины.

Сложно представить замену профессиональному столярному зажиму, но что же делать, когда струбцины нет под рукой, негде ее купить или нет возможности заказать доставку.
Решение этой проблемы предлагает японский мастер по деревообработке и по совместительству блогер с YouTube канала Self-Build. Свое видение того, как создать крафтовые DIY струбцины он показал в новом ролике.

Идея заключается в том, чтобы для изготовления использовать самые обыкновенные материалы: обрезки деревянного бруса различных размеров и простейшие крепежные элементы — такие как перфорированные пластины и болты с гайками. Зажимной механизм струбцины надежно зафиксирует детали, при этом, его легко подстроить под различную длину заготовок.
Как сделать мощную струбцину с быстрым зажимом

Зажим – это крепежное устройство, используемое для плотного удержания и закрепления предметов друг с другом, чтобы предотвратить любое движение при приложении внутреннего давления. Есть много типов зажимов, доступных на рынке для многих различных целей. Некоторые из них являются временными, так как используются для размещения компонентов при их фиксации вместе, другие предназначены для постоянного использования.
Плавающие губки скручивающего зажима Kant остаются плоскими на поверхностях компонентов, даже если они не параллельны. Консольная конструкция исключает скручивание стандартных C-образных зажимов, а встроенный V-образный блок надежно удерживает круглую заготовку. Получите все преимущества обычных C-образных зажимов и параллельных зажимов в одном металлообрабатывающем зажиме. Твист-зажимы Kant идеально подходят для сварки и изготовления.
Скручивающие зажимы Kant обеспечивают наилучшую силу зажима и большой радиус действия без ходьбы. Элегантный дизайн устраняет два самых неприятных аспекта С-образного зажима: поворот челюсти и страну происхождения. Поворотный зажим Kant долгое время был фаворитом сварщиков, потому что они не будут поворачиваться и ходить, поскольку они затянуты.
Эти типы зажимов проще в использовании и транспортировке.
Используемые части
- Металлическая пластина толщиной 6 мм
- 3/8 ”болт (длина 5”) с гайкой
- 3 болта № ¼ ”(длина 2”) и 8 гаек №
- Len болт (длина 1,5”)
- 2 болта ¼ (длина 1/2”)
- 2 болта ¼ ” (длина 3/4”)
- Круглый металлический кусок диаметром 22 мм (длина 20 мм)
- Такой же кусок диаметром 22 мм (длина 32 мм)
- Болт М5 с шестигранной головкой с резьбой на конце гайкой (длина 3 ”)
- Деревянные части
Как сделать
Прежде всего, я рисую дизайн челюстей на металлической пластине. После рисования подтвердите правильность чертежа, измеряя между точками, показанными выше. Некоторые вариации вполне приемлемы.

Затем я вырезал все детали из металлического куска согласно рисунку, используя угловую шлифовальную машину.

После резки всех деталей (челюстей) следующим шагом является сверление отверстий на этих челюстях для правильной сборки всех режущих челюстей.

Круглый металлический кусок диаметром 22 мм диаметром 20 мм и длиной 32 мм. Просверлите отверстия на обоих металлических деталях размером 5,15 мм и сделайте резьбу внутри этого отверстия с помощью набора ¼ ”ленты.

Также просверлите 8-миллиметровое отверстие на круглой лицевой стенке обеих круглых металлических частей и сделайте резьбу в этом отверстии с помощью набора лент 3/8 ”.
Теперь следующим шагом является сборка всех деталей, как показано на рисунке. Я также прикрепляю деревянные вращающиеся зажимные накладки между длинными и короткими губками. Я нарисовал эти деревянные вращающиеся зажимные колодки в черном цвете.

Следующий шаг, сделайте ручку этого зажима. Это последний шаг изготовления кант крученого зажима. Для рукоятки я использовал болт М5 с резьбой на конце с гайкой (длина 3 ”). Я прикрепляю этот болт на конце болта 3/8 ”(длина 5”), как показано на рисунке.


Теперь поворотный зажим Kant готов к использованию. Этот зажим используется как в металлообработке, так и в деревообработке.

преимущества
Делает повторное использование намного проще
Приложите максимальное давление с меньшими усилиями
Удобная ручка для простоты использования
Для лучшего понимания смотрите видео, приведенное ниже.
Эксцентриковые зажимы своими руками чертежи. Зажим из дерева своими руками. Расчет эксцентриковых зажимов
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом.
. – мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
На рисунке ниже изображена геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.

Показанное положение механизма характеризуется максимально возможным углом α , при этом прямая, проходящая через ось вращения и центр окружности эксцентрика перпендикулярна прямой, проведенной через точку контакта детали с кулачком и точку центра наружной окружности.
Если повернуть кулачок на 90˚ по часовой стрелке относительно изображенного на схеме положения, то между деталью и рабочей поверхностью эксцентрика образуется зазор равный по величине эксцентриситету e . Этот зазор необходим для свободной установки и снятия детали.
Программа в MS Excel:
В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Значение коэффициента трения «деталь — эксцентрик» соответствует случаю «сталь по стали без смазки». Величина коэффициента трения «ось — эксцентрик» выбрана для варианта «сталь по стали со смазкой». Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.

Алгоритм:
Если условие выполняется – самоторможение обеспечивается.
Заключение.
Выбранное для расчетов и изображенное на схеме положение эксцентрикового зажима является самым «невыгодным» с точки зрения самоторможения и выигрыша в силе. Но выбор такой не случаен. Если в таком рабочем положении рассчитанные силовые и геометрические параметры удовлетворяют разработчика, то в любых иных положениях эксцентриковый зажим будет обладать еще большим коэффициентом передачи силы и лучшими условиями самоторможения.
Уход при проектировании от рассмотренного положения в сторону уменьшения размера A при сохранении без изменений прочих размеров приведет к уменьшению зазора для установки детали.
Увеличение размера A может создать ситуацию при износе в процессе эксплуатации эксцентрика и значительных колебаниях толщины s , когда зажать деталь окажется просто невозможно.
В статье умышленно ничего не упоминалось до сих пор о материалах, из которых можно изготовить кулачки. ГОСТ 9061-68 рекомендует для повышения долговечности использовать износостойкую поверхностно-цементированную сталь 20Х. Но на практике эксцентриковый зажим выполняют из самых разнообразных материалов в зависимости от назначения, условий эксплуатации и располагаемых технологических возможностей. Представленный выше расчет в Excel позволяет определять параметры зажимов для кулачков из любых материалов, только нужно не забывать изменять в исходных данных значения коэффициентов трения.
Если статья оказалась Вам полезной, а расчет нужным, Вы можете оказать поддержку развитию блога, сделав перевод небольшой суммы на любой (в зависимости от валюты) из указанных кошельков WebMoney: R377458087550, E254476446136, Z246356405801.
Уважающих труд автора прошу скачивать файл с расчетной программой после подписки на анонсы статей в окне, размещенном в конце статьи или в окне наверху страницы!
Зажимы эксцентриковые просты в изготовлении по этой причине нашли широкое применение в станочных приспособлениях. Применение эксцентриковых зажимов позволяет значительно сократить время на зажим заготовки но усилие зажима уступает резьбовым.
Эксцентриковые зажимы выполняются в сочетании с прихватами и без них.
Рассмотрим эксцентриковый зажим с прихватом.
Эксцентриковые зажимы не могут работать при значительных отклонениях допуска (±δ) заготовки. При больших отклонениях допуска зажим требует постоянной регулировки винтом 1.
 Материалом применяемом для изготовления эксцентрика являются У7А, У8А с термообработкой до HR с 50. 55ед, сталь 20Х с цементацией на глубину 0,8. 1,2 С закалкой HR c 55. 60ед.
Материалом применяемом для изготовления эксцентрика являются У7А, У8А с термообработкой до HR с 50. 55ед, сталь 20Х с цементацией на глубину 0,8. 1,2 С закалкой HR c 55. 60ед.
Рассмотрим схему эксцентрика. Линия KN делит эксцентрик на дв? симметричные половины состоящие как бы из 2 х клиньев, навернутых на «начальную окружность».
Ось вращения эксцентрика смещена относительно его геометрической оси на величину эксцентриситета «е».
Для зажима обычно используется участок Nm нижнего клина.
Рассматривая механизм как комбинированный состоящий из рычага L и клина с трением на двух поверхностях на оси и точки «m» (точка зажима), получим силовую зависимость для расчёта усилия зажима.

где Q — усилие зажима
Р — усилие на рукоятке
L — плечо рукоятки
r -расстояние от оси вращения эксцентрика до точки соприкосновения с
α — угол подъёма кривой
α 1 — угол трения между эксцентриком и заготовкой
α 2 — угол трения на оси эксцентрика
Во избежание отхода эксцентрика во время работы необходимо соблюдать условие самоторможение эксцентрика

 где α — угол трения скольжения в точке касания заготовки ø — коэффициент трения
где α — угол трения скольжения в точке касания заготовки ø — коэффициент трения
Для приближённых расчётов Q — 12Р Рассмотрим схему двухстороннего зажима с эксцентриком

Клиновые зажимные устройства нашли широкое применение в станочных приспособлениях. Основным элементом их является одно, двух и трёхскосые клинья. Использование таких элементов обусловлено простотой и компактностью конструкций, быстротой действия и надёжностью в работе, возможностью использования их в качестве зажимного элемента, действующего непосредственно на закрепляемую заготовку, так и качестве промежуточного звена, например, звена-усилителя в других зажимных устройствах. Обычно используются самотормозящиеся клинья. Условие самоторможения односкосого клина выражается зависимостью
где α — угол клина
ρ — угол трения на поверхностях Г и Н контакта клина с сопрягаемыми деталями.

Самоторможение обеспечивается при угле α = 12°, однако для предотвращения того чтобы вибрации и колебания нагрузки в процессе использования зажима не ослабли крепления заготовки, часто применяют клинья с углом α
