
Вальцы для профильной трубы чертежи размеры
Принцип работы и чертеж станка для усиления профильной трубы
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
 Схема станка
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Сборка каркаса
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Вальцы
Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Чертеж вальцов
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
 Чертёж оси с посадочным местом под рукоятку
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
 Сборка цепного механизма
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
 Цепной механизм
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
 Механизм подачи движения
Механизм подачи движения
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Чертежи и инструкция по изготовлению своими руками вальцов для профильной трубы
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой. Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу.
Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:

Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
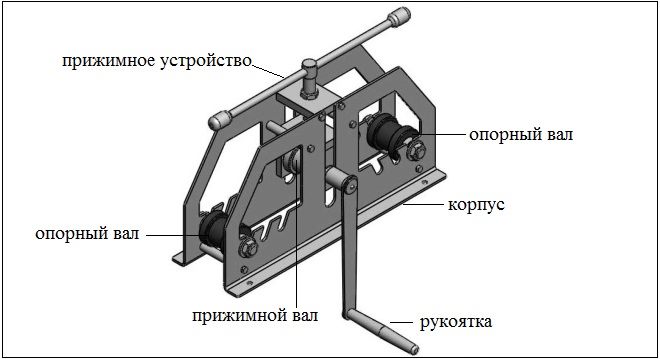
Упрощенная конструкция трубогиба:
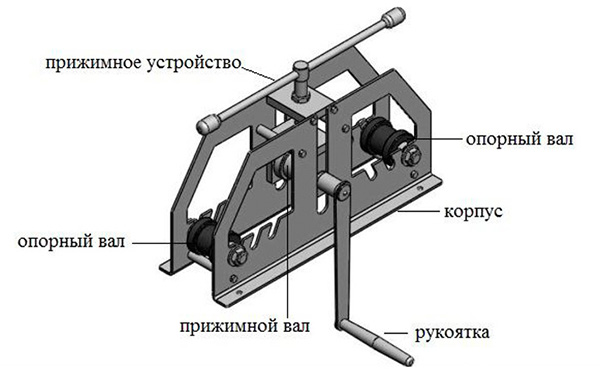
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
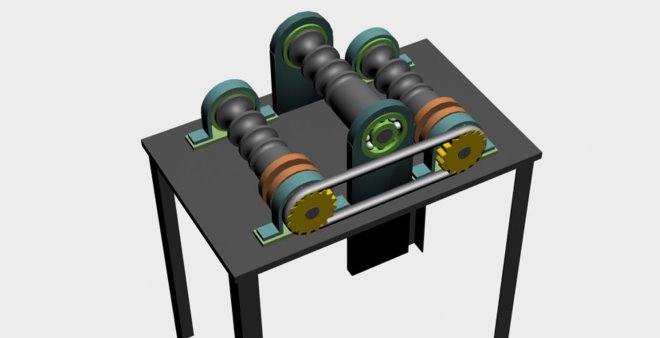
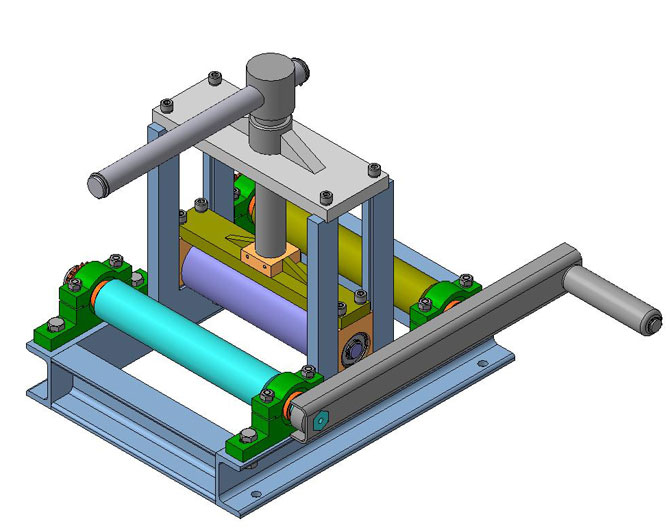
Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

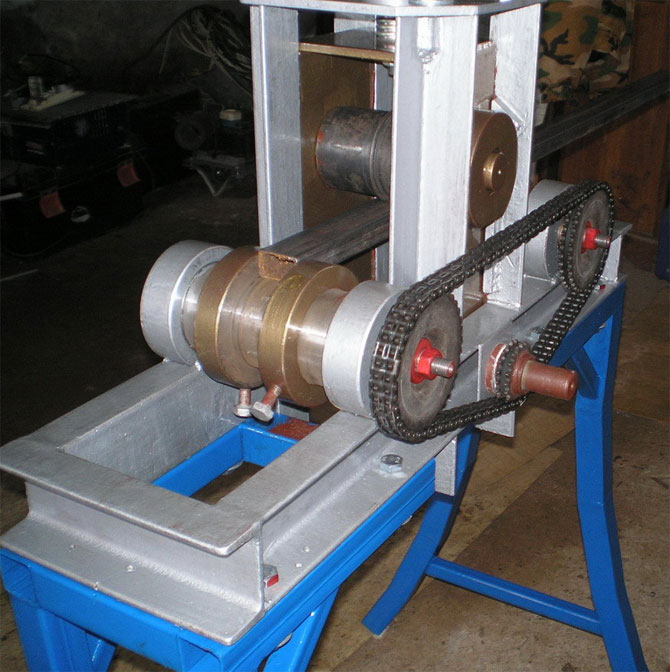
По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.

Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.

Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Видео: самодельный трубогиб для профильной трубы.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
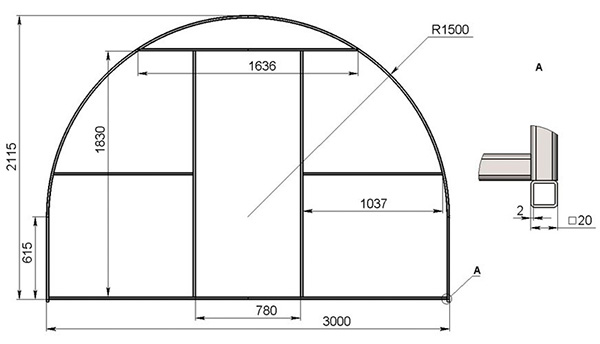
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:

Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:

При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Как сделать самодельные вальцы для профильной трубы?
Изогнутая профильная труба находит широкое применение в строительстве различных конструкций. Гнутый профиль придает крыше обтекаемую форму, эстетически привлекателен при строительстве арочных конструкций, проемов, выдерживает серьезные динамические нагрузки. Купить профиль необходимого диаметра не представляет проблемы. Придать прямолинейной металлической профильной трубе нужный изгиб без использования специальной техники невозможно.

Согнуть профиль можно вручную, используя газовую горелку и прикладывая физическое усилие. Но даже для такой простой операции необходимо трубу прочно закрепить, выбрать безопасное место для проведения нагрева, приспособить рычаги для приложения усилия. Еще труднее сделать несколько симметрично изогнутых профилей.
Решается эта задача использованием специальной методики – вальцевания профильной трубы.
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).

Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Обратите внимание! Термин «вальцевание» в промышленных масштабах имеет более широкое значение, чем просто радиусное изменение формы трубы.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Обратите внимание! Станки с гидравлическим приводом используются в промышленном производстве. Это тяжелые стационарные станки, которые имеют большую мощность.

Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.

Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
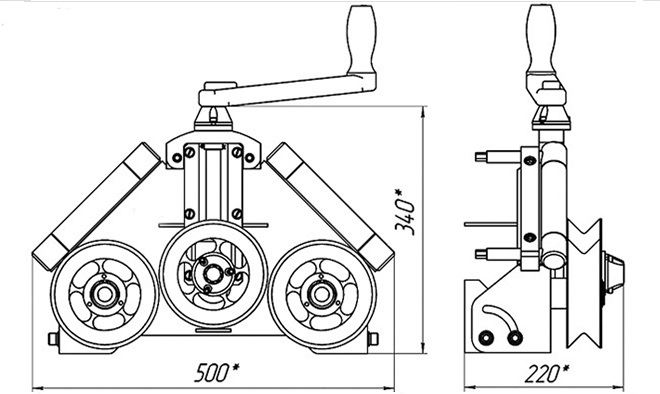
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Обратите внимание! Экономить на составляющих элементах недопустимо. Станок для вальцевания должен обладать достаточной прочностью и быть безопасным в применении.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Как изготовить вальцы своими руками?
Самодельные вальцы для профильной трубы должны быть:
В зависимости от частоты использования самодельный станок можно оснастить электроприводом, после его изготовления. Мощность мотора должна быть не больше 1,5 кВт (для работы от стационарной сети).
Обратите внимание! Электрические вальцы для профиля нельзя назвать экономичным прибором. Если подобный станок используется нечасто, то можно обойтись ручным приводом.
Изготовление станка для домашнего вальцевания следует начинать со сборки его корпуса. Для этого рекомендуется использовать швеллер или профильную трубу. Основание должно быть достаточно широким, устойчивым. Корпус жесткий, рабочая часть П-образная. Вверху корпуса приваривают гайку для установки струбцины для регулировки прижима деформирующего валика. Второй вариант – установка гидравлического домкрата.
Домкрат устанавливают под подающим валиком снизу. Подача давления на трубу в этом варианте оказывается снизу, для чего половина установочной платформы (с одним подающим вальцом) делается подвижной.

Прокатный механизм имеет свои особенности. Валики должны быть прочнее, чем трубы, которые предполагается деформировать. Их изготавливают из закаленной стали и закрепляют подшипниками качения. Два вальца устанавливают на нижней платформе, на одной плоскости. Они будут протягивать трубу.
Деформирующий валик устанавливают сверху в П-образной части корпуса. Его положение регулируется струбциной. Соединяется и приводится в действие прокатный механизм при помощи цепной передачи. Цепь можно использовать от большого велосипеда. Звездочки устанавливаются на прокатный и деформирующий валик и соединяются с ручкой, с которой и подается крутящий момент.
Для удержания трубы по центру монтируется направляющая труба.
Рекомендации специалистов
Основные моменты, которые следует учитывать при изготовлении вальцов для профильной трубы:
- при сборке станка рекомендовано установить радиальную регулировку, что при работе позволит регулировать зазор;
- следует предусмотреть регулировку углового зазора;
- для безопасной работы станка, особенно с электроприводом, следует использовать защиту на движущиеся части механизма.
При правильном подходе вальцы, изготовленные в домашних условиях, ничем не уступают промышленным станкам.
