
Сварка пнд режимы сварки технология
Монтаж труб ПНД своими руками: инструкция по сварке + как согнуть или распрямить такие трубы

Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для сборки трубопроводов, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но как и при работе с любым другим полимером качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Мы расскажем, какие нюансы учитывать, выполняя состыковку элементов. Объясним, как правильно выполнять их сгибание и распрямление.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.
Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Выполняем сварку труб ПНД своими руками
В самых различных сферах деятельности, где предусмотрена прокладка трубопроводных коммуникаций стали достаточно часто использовать ПНД трубы, которые считаются наилучшей альтернативой металлическим трубам: имеют аналогичную прочность, отличаются продолжительным сроком эксплуатации. При этом изделия из ПНД имеют огромное преимущество перед металлическими: они имеют гораздо меньшую массу, соответственно с ними легче осуществлять монтажные работы. Сварка пнд труб может осуществляться множеством вариантов, изучив особенности данного процесса, можно вполне с ним справиться своими руками.
Виды соединения ПНД
Сварка пнд труб предполагает следующие виды соединений:
- Разъемные, которые в период эксплуатации можно демонтировать. Для соединений данного типа применяются фланцы из стали.
- Неразъемные соединения – демонтаж сваренных трубопроводов в эксплуатационный период не предусмотрен.
Второй вариант соединения может осуществляться по двум технологиям: стыковая сварка полиэтиленовых трубопроводов, сваривание труб из полиэтилена с использованием муфт.
Укладка трубопроводных коммуникаций крупного диаметра, выполняется с применением терморезистивных фитингов, стыковым оборудованием для сварки. При использовании любого варианта получается достаточно надежное монолитное соединение.
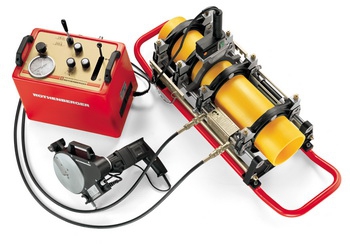
Применяемое оборудование для сварки ПНД труб
Для выполнения соединения полиэтиленовых образцов предназначен специальный станок для сварки пнд труб, который может быть разной модификации. Выбор оборудования основывается на таких параметрах: толщина стенок, диаметр используемых труб. В результате это может быть:
- ручной сварочный инструмент;
- специализированный сварочный станок для трубопроводов большого диаметра;
- дополнительные устройства.
Ручной инструмент
Ручным сварочным инструментом возможна сварка труб пнд своими руками, но изделий малого диаметра. Любая модель инструмента предусмотрена для соединения изделий, диаметр которых соответствует установленному диапазону производителем.
Такие аппараты также подразделяются на две основные категории:
- станок сварочный ручной для выполнения сварки встык под давлением;
- сварочный инструмент ручной для сваривания изделий в раструб.
Устройства, предназначенные для раструбного соединения, производятся для образцов, диаметр которых находится в пределах 2-11 см. Они покрываются специализированным антипригарным составом. В комплектацию оборудования входят:
- монтажный инструмент;
- нагреватели, разные насадки;
- струбцина – подставка под прибор;
- металлический ящик, предназначенный для хранения комплектующих элементов аппарата.
Сварочные агрегаты, предназначенные для стыковой работы, применяются для изделий пнд, диаметр которых находится в пределах 2-30 см. Они имеют незначительную массу, достаточно удобны в применении (нагревательные платы меняются легко и быстро).
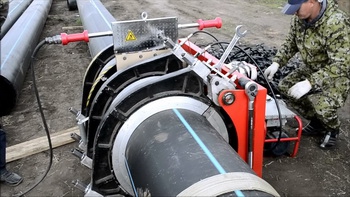
Сварочный инструмент для труб большого диаметра
Инструменты для сварки пластиковых труб, диаметр которых в пределах 30-40 см, называют сварочными машинами. При помощи таких аппаратов производится высококачественное соединение толстостенных полипропиленовых образцов большого диаметра.
Оборудование предназначено для выполнения следующих вариантов сварки:
Подразделение по принципу работы:
- с гидравлическим приводом;
- с механическим приводом;
- с программным управлением для стыковой сварки.
Несмотря на широкий выбор сварочного оборудования низкого давления для труб из полиэтилена, среди них есть и универсальные, которые применимы для трубопроводов любого диаметра. Аппараты подобного типа предоставляют возможность выполнять в кратчайшие сроки довольно большое количество соединений. Все модели сварочных инструментов для изделий из полиэтилена имеют приблизительно одинаковый комплект основных деталей.
Таблица сварки
Дополнительным инструментом для выполнения правильного, высококачественного соединения трубопроводов ПНД существуют различные таблицы сварки. Они определяют необходимые параметры изделий для сварки, температурный режим, механические свойства, временной период плавления/охлаждения изделий.
Все эти моменты при выполнении работ обязательно необходимо учитывать, так как их выполнения будет зависеть надежность, прочностные характеристики сваренных трубопроводных коммуникаций.
Таблица временных интервалов сваривания изделий показывает не только время проведения работ, но под какие диаметры изделий оно характерно. 
Сварка встык
Стыковая сварка пнд труб предназначена для образцов диаметром более 5 см. Для этого предназначен специальный сварочный агрегат.
Принцип сваривания изделий: торцы труб предварительно нагреваются, после чего под давлением соединяются. Расплавленный пластик формирует монолитное соединение, не уступающее по прочностным характеристикам цельному изделию.
Сварку труб пнд встык вполне можно выполнить самостоятельно. Перед выполнением сварочных работ необходимо надежно закрепить концы изделий в фиксаторах агрегата, только после этого можно подводить нагревающую плиту.
После достаточного нагревания пластика, то есть до температуры плавления, плитка убирается, и под определенным давлением прижимаются трубы. Когда шов полностью остынет, можно извлекать изделия из фиксаторов сварочного оборудования.
Особенности процедуры соединения:
- Данный вариант сваривания можно применять для труб одинакового диаметра, фитингов.
- Толщина стенок изделий должна быть более 5 мм.
- Диффузную сварку рекомендуется выполнять лишь тогда, когда температура воздуха окружающей среды не менее 15 градусов и не более 45 градусов с плюсом.
- Сварка трубопровода пнд считается очень экономной, так как применяемый для данного типа материала сварочный станок потребляет электроэнергии в сравнении с оборудованием, предназначенным для сваривания металлических труб, намного меньше.
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Принцип работы: муфта, присоединенная к трубам, нагревается сварочным агрегатом, концы труб при этом расплавляются. В результате внутреннее давление увеличивается и получается прочная запайка. После полного охлаждения трубопроводную систему можно эксплуатировать.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
- При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
- Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
- Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Рекомендации
Для выбора оптимального параметра силы давления можно воспользоваться специальными таблицами сварки.
Все работы рекомендуется выполнять с первого раза. Это, конечно же, приходит с опытом, как и производительность. Поэтому при выполнении сварочных работ самостоятельно рекомендуется предварительно потренироваться на ненужном (бракованном материале).
Сварка полиэтиленовых труб, виды сварки
Хорошая свариваемость полиэтиленовых труб определила широкое их распространение. С помощью сварки полиэтиленовые трубы соединяются между собой и фасонными частями. При строительстве полиэтиленовых трубопроводов выделяют два вида сварки, а именно сварка встык и сварка с помощью элементов с закладными электронагревателями (электромуфтовая сварка).
Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой  полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10 о С до +30 о С. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров.
полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10 о С до +30 о С. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров.
Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка.
Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.



Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы.
Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.

Сварка ПЭ труб с помощью элементов с закладными электронагревателями
Электромуфтовая сварка полиэтиленовых труб позволяет  получить, как и при сварке встык, качественное неразъемное соединение, ее используют для соединения ПЭ труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе соединения труб, сварочные работы производятся при температуре воздуха от -10 0 С до +30 0 С. При более широком интервале температур сварочные работы следует выполнять в укрытии, для соблюдения заданного температурного интервала. Сварка ПЭ труб состоит из подготовительных работ и собственно сварки деталями с закладными нагревателями (ЗН).
получить, как и при сварке встык, качественное неразъемное соединение, ее используют для соединения ПЭ труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе соединения труб, сварочные работы производятся при температуре воздуха от -10 0 С до +30 0 С. При более широком интервале температур сварочные работы следует выполнять в укрытии, для соблюдения заданного температурного интервала. Сварка ПЭ труб состоит из подготовительных работ и собственно сварки деталями с закладными нагревателями (ЗН).
Подготовительные работы включают в себя:
- подготовку и проверку сварочного оборудования,
- подготовка места сварки и размещение сварочного оборудования,
- выбор необходимых параметров сварки (закладываются в зависимости от производителя и используемого электросварного фитинга),
- удаление оксидного слоя,
- закрепление и центровка труб и деталей в зажимах позиционера,
- протирка поверхностей свариваемых труб и деталей с ЗН.
 Перед сборкой и началом сварки концы свариваемых ПЭ труб и соединительных деталей тщательно очищаются и протираются от всех загрязнений. Концы свариваемых труб обязательно должны быть ровно обрезаны, дабы избежать замыкания витков спирали и предотвратить вытекание расплавленного материала внутрь трубы. Затем производят механическую обработку концов трубы при помощи зачистных оправок или скребков для того, чтобы отчистить их от загрязнений и удалить оксидный слой. Неполное удаление оксидного слоя (оксидный слой образуется на поверхности трубы после ее производства) может привести к неоднородному или негерметичному сварному соединению. Как правило снимается стружка на глубину от 0,1-0,2 мм. Детали с ЗН
Перед сборкой и началом сварки концы свариваемых ПЭ труб и соединительных деталей тщательно очищаются и протираются от всех загрязнений. Концы свариваемых труб обязательно должны быть ровно обрезаны, дабы избежать замыкания витков спирали и предотвратить вытекание расплавленного материала внутрь трубы. Затем производят механическую обработку концов трубы при помощи зачистных оправок или скребков для того, чтобы отчистить их от загрязнений и удалить оксидный слой. Неполное удаление оксидного слоя (оксидный слой образуется на поверхности трубы после ее производства) может привести к неоднородному или негерметичному сварному соединению. Как правило снимается стружка на глубину от 0,1-0,2 мм. Детали с ЗН  механической обработки не подвергаются из-за возможности повредить нагревательную спираль. Затем снимается фаска с внешнего ребра трубы для облегчения одевания муфты. Закрепление ПЭ труб в позиционере позволяет отцентрировать, устранить овальность и свести на нет возможные смещения труб во время сварки. Несмотря на возможные стесненные условия, необходимо полностью защитить сварное соедининение от попадание пыли и грязи, песка и т.д. Для этого после сборки соединения зазор между муфтой и трубой закрывают с помощью клейкой ленты. Для избежания тепловых потерь во время сварки заглушаются открытые концы свариваемых ПЭ труб.
механической обработки не подвергаются из-за возможности повредить нагревательную спираль. Затем снимается фаска с внешнего ребра трубы для облегчения одевания муфты. Закрепление ПЭ труб в позиционере позволяет отцентрировать, устранить овальность и свести на нет возможные смещения труб во время сварки. Несмотря на возможные стесненные условия, необходимо полностью защитить сварное соедининение от попадание пыли и грязи, песка и т.д. Для этого после сборки соединения зазор между муфтой и трубой закрывают с помощью клейкой ленты. Для избежания тепловых потерь во время сварки заглушаются открытые концы свариваемых ПЭ труб.
Электромуфтовый сварочный аппарат в памяти регистрирует процесс сварки. Распечатку протокола сварки можно производить как сразу после окончания сварного стыка, так и через определенные промежутки времени, это зависит от объема памяти сварочного аппарата. Нагружать сваренный трубопровод внутренним давлением можно уже через 10-30 минут после охлаждения последнего стыка.
Мы предлагаем услуги стыковой и электромуфтовой сварки полиэтиленовых труб в Санкт-Петербурге и ЛО.
Стыковая сварка пластиковых труб
Пластиковые трубы — один из самых востребованных материалов в современном строительстве. Благодаря уникальным свойствам они идеальны для создания трубопроводов, предназначенных для транспортировки воды, газообразных веществ, различного топлива и жидкостей. Эластичность, малый вес и легкая обработка — все это облегчает процесс монтажа коммуникаций. При этом главную роль в их укладке играет не только сам материал, но и технология крепления элементов между собой.
Стыковая сварка — наиболее популярный, надежный и недорогой способ монолитного соединения пэ труб. Прогрессивная и высокопроизводительная методика позволяет легко монтировать коммуникации любой конфигурации и степени сложности. Конструкции, созданные по такой технологии, отличаются безупречным качеством, высокой прочностью и стабильностью соединений.
Сварка труб встык — технология и нюансы
 Технически стыковая сварка пластиковых труб — это одновременно простой и сложный процесс. С одной стороны, он требует специального оборудования и квалификации, с другой стороны — его методика отработана до малейших подробностей, что упрощает монтаж пластиковых труб без сварки и в определенных ситуациях позволяет выполнить работы самостоятельно.
Технически стыковая сварка пластиковых труб — это одновременно простой и сложный процесс. С одной стороны, он требует специального оборудования и квалификации, с другой стороны — его методика отработана до малейших подробностей, что упрощает монтаж пластиковых труб без сварки и в определенных ситуациях позволяет выполнить работы самостоятельно.
Суть стыковой сварки пэ труб заключена в следующем. Торцы скрепляемых заготовок нагреваются до вязкого (расплавленного) состояния при помощи специального оборудования. После этого соответствующие элементы максимально быстро состыковываются между собой. Результатом процесса сварки становится сеть пластиковых труб заданной конфигурации с монолитными и высокопрочными швами.
Расчетные нормативы продолжительности нагрева, необходимых усилий для соединения и времени охлаждения готового изделия зависят от диаметра и толщины стенок заготовок. Инструкция, учитывающие все эти требования, создается производителями устройств для сварки пластиковых труб конкретно для каждого вида оборудования.
В общем виде сварка пэ труб может быть описана следующим образом:
- Непосредственно перед началом процесса выполняется обрезка, очищение и обезжиривание стыков элементов.
- Детали монтируются и позиционируются в удерживающее устройство, после чего фиксируются в специальных зажимах.
- Выполняется разводка скрепляемых заготовок на расстояние, необходимое для подвода нагревательного механизма.
- Осуществляется контроль точности совпадения стыкуемых элементов. По отзывам опытных мастеров, на данном этапе сварки особенно важно проверить величину зазоров пластиковых труб.
- Подводится нагреватель и осуществляется сварка пластиковых труб видео — под давлением, соответствующим площади их поверхности.
- Через определенный промежуток времени, указанный в инструкции, механизм для нагрева удаляется. Это делается предельно аккуратно и быстро.
- Расплавленные торцы вдавливаются один в один и фиксируются в таком положении до полного застывания. Материал обеих труб взаимопроникает друг в друга и формирует единую коммуникацию.
На этом работа по сварке пластиковых труб для водопровода или любой другой конструкции считается законченной. В итоге должен получиться монолитный, равномерный и симметричный стык. Если он имеет дефекты и не соответствует требованиям, значит в процессе были допущены ошибки.
Контроль качества шва позволяет выявить брак сразу. В большинстве случаев погрешности определяются визуально. Как правило, это обугленный полипропилен или чрезмерно блестящая поверхность шва. Попадание грязи, неправильное охлаждение, перегрев соединения, нарушение центровки осей предполагают переделку сварки.
Стыковая сварка пластиковых труб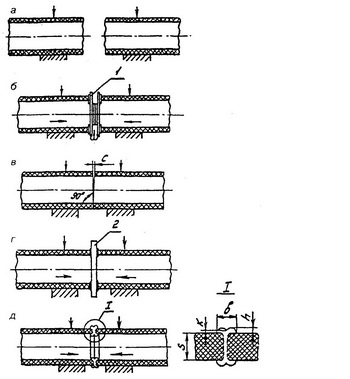

Соблюдение всех нюансов технологии играет главную роль в обеспечении надежности соединений труб, созданных стыковой сваркой. Если придерживаться всех установленных требований, качество швов ни в чем не будет уступать электромуфтовым аналогам.
При сварке пнд деталей в зоне контакта нагревательного элемента и торцов формируется разогретая среда, состоящая из расплавленных полимеров. Соответственно, адгезия и пластичность материала на стыках увеличиваются в несколько раз, благодаря чему можно создавать швы на уровне молекулярной решетки. По оценкам экспертов, прочность таких стыков в разы больше, чем прочность самой трубы.
Преимущества стыковой сварки полипропиленовых труб
- Производительность
Современные агрегаты позволяют осуществлять стыковую сварку пэ труб в кратчайшие сроки. С их помощью можно строить коммуникации из элементов разного диаметра и разных видов полимера. - Надежность
Применяемая технология обеспечивает настолько качественное скрепление, что характеристики созданных швов превосходят показатели основной части трубы. - Универсальность
Монтаж посредством стыковой сварки считается наиболее универсальным и эффективным, поскольку сохраняет присущую пнд трубам гибкость. Благодаря этому можно прокладывать коммуникации любым способом — традиционным, бестраншейным или открытым. - Автоматизация процесса
Помогает избавиться от большого количества рабочего персонала и тяжелой техники, чем оптимизирует и ускоряет работы. В зависимости от сложности процесса, для соединения необходим лишь агрегат и команда максимум из 2 человек. - Экономия
Стыковая сварка позволяет монтировать полиэтиленовые трубы легко, быстро и при минимуме трудовых ресурсов. Особенно это касается элементов длинного типоразмера, у которых необходимость создания соединений сокращается в 50-100 раз. Соответственно, снижается стоимость готовых коммуникаций.
Правила стыковой сварки пнд труб
Несмотря на отточенность используемой технологии, стыковая сварка труб предусматривает определенные ограничения, а, следовательно, и соблюдение следующих правил:
- Применяется только для соединения заготовок одного диаметра и марки полимера;
- Производится на ровных и высокопрочных основаниях, например, асфальтовых, деревянных или железобетонных плоскостях;
- Затруднительна, а потому нежелательна для проведения в стесненных условиях;
- В начале работ проводится пробный пуск нагревателя для удаления с рабочей поверхности грязи, пыли;
- Осуществляется только при наличии возможности свободно перемещать как минимум одну заготовку.
Аппарат для стыковой сварки труб
 Линейки аппаратов стыковой сварки, представленные ведущими зарубежными и отечественными производителями, позволяют удовлетворить профессиональные запросы любых компаний и частных пользователей, чьи интересы включают создание и ремонт трубопроводов. Предлагаются как дорогостоящие узкоспециализированные установки, так и доступное многофункциональное оборудование.
Линейки аппаратов стыковой сварки, представленные ведущими зарубежными и отечественными производителями, позволяют удовлетворить профессиональные запросы любых компаний и частных пользователей, чьи интересы включают создание и ремонт трубопроводов. Предлагаются как дорогостоящие узкоспециализированные установки, так и доступное многофункциональное оборудование.
В основе работы всех машин стыковой сварки труб лежит единый принцип. Специальный механизм обеспечивает нагревание торцов заготовок до определенного уровня плавления. Вспомогательные устройства осуществляют их плотное прижимание и удержание до абсолютного застывания (полного охлаждения).
Виды аппаратов для стыковой сварки пэ труб
По типу привода эти агрегаты классифицируются на два основных класса: механические и гидравлические.
1. Сварочные аппараты с механическим приводом
Устройства приводятся в движение посредством мускульной силы рабочего при помощи винта или рычага. Поэтому машины данного класса используются для стыковой сварки труб небольшого диаметра (до 160 мм). Как правило, это малонапорные и безнапорные коммуникации. Агрегаты этой категории характеризуются невозможностью автоматизации процесса.
Их главные преимущества — надежность, малый вес и относительно невысокая стоимость. Это идеальный вариант, когда нужно провести разовые работы незначительного объема и собрать коммуникации со стандартными эксплуатационными требованиями.
2. Сварочные аппараты с гидравлическим приводом
 В отличие от механических собратьев, данная техника требует минимального участия оператора в сварочном процессе и обеспечивает превосходное качество соединений. Такие аппараты применяют для стыковой сварки труб пэ с диаметром от 160 мм. Все они долговечны, имеют разную степень автоматизации, достаточно высокую стоимость и широкий функционал.
В отличие от механических собратьев, данная техника требует минимального участия оператора в сварочном процессе и обеспечивает превосходное качество соединений. Такие аппараты применяют для стыковой сварки труб пэ с диаметром от 160 мм. Все они долговечны, имеют разную степень автоматизации, достаточно высокую стоимость и широкий функционал.
По степени автоматизации гидравлические стыковые установки разделяются на три категории:
- Ручные
Используются, когда необходимо проложить и установить трубопроводные коммуникации среднего и низкого давления. Управление температурой нагревания и гидравликой осуществляется вручную. Оператор выбирает и задает параметры, руководствуясь специальными таблицами. - Полуавтоматические
Агрегаты с электронной системой управления. Применяются для монтажа сетей из труб со средним или большим диаметром. В процессе сварки электронный модуль управления регистрирует информацию и сверяет ее с параметрами программы. По окончанию работы выдается протокол. - Автоматические
Самый современный и высокотехнологичный класс аппаратов для стыковой сварки труб. Весь процесс осуществляется в автоматическом режиме. Электронный модуль управляет всеми этапами, регистрирует сбои, указывает на ошибки. Оператор только вводит необходимую информацию, после чего агрегат сам выбирает наилучший режим работы в данных условиях.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
